نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 17 ارديبهشت 1400
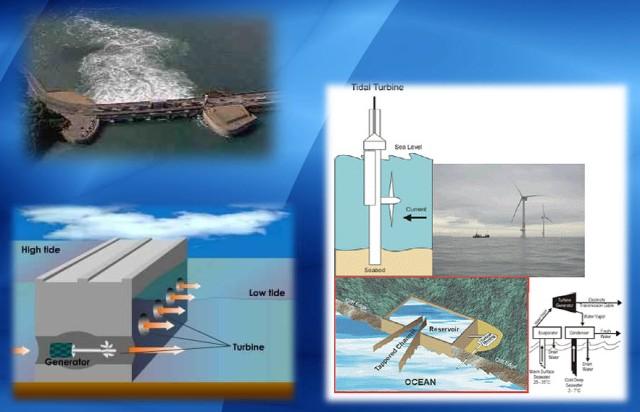
رشد رو به افزایش مصرف منابع غير قابل تجديد انرژي و افزايش آلودگي هاي ناشي از بهره برداري هاي بي رويه، توازن اين ذخائر پايان پذير را به مخاطره افكنده و در اين رابطه، بررسي راهكارهاي عملي و استفاده از منابع جديد انرژي (انرژيهاي تجديدپذير) در دستور كار محققان و دانشمندان قرار گرفته است. حفظ سلامت محيط زيست و قابليت بازيافت طبيعي دو خصوصيت مهمي است كه در گزينش نهايي اين منابع مورد توجه بوده و در اين راستا، جذب انرژي مفيد از اقيانوس ها، درياها و رودخانه ها به عنوان يكي از پاكيزه ترين منابع بكر، به جهان معرفي گرديده است. بحران انرژي در دهه ۱۹۷۰ ميلادي، فكر دانشمندان را به سوي منابع انرژي مستقل از سوخت فسيلي كشانده كه از آن جمله استفاده از انرژي پايان ناپذير نهفته در درياها مي باشد. در اين پايان نامه به چگونگي توليد برق از جزر و مد درياها بعنوان يكي از انرژي هاي پايان ناپذير نهفته در دريا اشاره شده است.
در فصل اول سعي شده تا ابتدا مختصري درباره انرژي هاي قابل حصول از درياها گفته شود تا خواننده اين پايان نامه يك ديد كلي درباره انرژي هاي دريايي پيدا نمايد. در فصل دوم در مورد جزر و مد و چگونگي به وجود آمدن جزر و مد و پارامترهاي موثر در جزر و مد مطالبي ارائه گرديده است. در فصل سوم به شرايط لازم مكاني، براي ايجاد نيروگاه هاي جزر و مدي و نكات اساسي طراحي نيروگاه هاي جزر و مدي اشاره شده است. در فصل چهارم به روش هاي مختلف توليد برق از طريق نيروي جزر و مدي، همچنين به عنوان نمونه دو نيروگاه جزر و مدي لارنس فرانسه و آناپوليس كانادا كه در حال حاضر از آنها براي توليد برق استفاده مي شود اشاره شده است و در نهايت به بررسي سواحل ايران براي استفاه از انرژي جزر و مدي براي توليد برق پرداخته شده است...
پروژه تولید برق بوسیله انرژی جزر و مدیمشتمل بر 8 فصل، 187 صفحه، تایپ شده، به همراه تصاویر، با فرمت pdf جهت دانلود قرار داده شده و فصل بندی پروژه به ترتیب زیر می باشد:
فصل 1: انرژي هاي قابل حصول از دريا
انرژی پایان ناپذیر
معرفي انرژي هاي قابل حصول از درياها
انرژي جزر و مد دريا
انرژي امواج دريا
مبدل هاي انرژي امواج
مبدل طرح ستون نوسانگر آب (OWC)
طرح ماشين شناور موج نيرو
طرح ژنراتور نوع دلفين
اثرات زيست محيطي
نتيجه گيري
انرژي حرارتي دريا
تكنولوژي حرارتي درياها
تكنولوژي سيكل بسته براي OTEC
اثرات زيست محيطي
نتيجه گيري
انرژي اختلاف غلظت نمك
تكنولوژي اختلاف غلظت نمك
نتيجه گيري
فصل 2: جزر و مد
منشاء و تاريخچه جزر و مد
مكانيزم تشكيل جزر و مد
تركيب اثر ماه و خورشيد بر روي جزر و مد
جزر و مد حداكثر
جزر و مد حداقل
نسبت نيروهاي مولد جزر و مد ماه و خورشيد
اثر اينرسي آب بر روي جزر و مد
اثر عدم تقارن مدار زمين و ماه بر روي جزر و مد
ساير پارامترهاي موثر در جزر و مد
كاربردهاي جزر و مد
توليد برق
استفاده از انرژي جزر و مد در نجات كشتي ها
آبياري زمين هاي ساحلي
استفاده از جزر و مد براي ماهيگيري
مقدار انرژي قابل استحصال از جزر و مد
فصل 3: شرايط بهره برداري از نيروگاه جزر و مدي
شرايط مكان مناسب براي احداث نيروگاه جزر و مدي
كشورهاي داراي پتانسيل جزر و مدي بالا
عوامل موثر بر دامنه جزر و مد
نكات اساسي طراحي نيروگاه هاي جزر و مدي
تفاوت عمده نيروگاه هاي جزر و مدي با نيروگاه هاي آبي سنتي
قسمت های طراحی نيروگاه هاي جزر و مدي
نحوه عملكرد نيروگاه جزر و مدي
نحوه و تجهيزات آبگيري نيروگاه جزر و مدي
ساختن دايك
طراحي داخلي نيروگاه جزر و مدي
انواع توربين هاي به كارگرفته شده در نيروگاه هاي جزر و مدي
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 10 ارديبهشت 1400
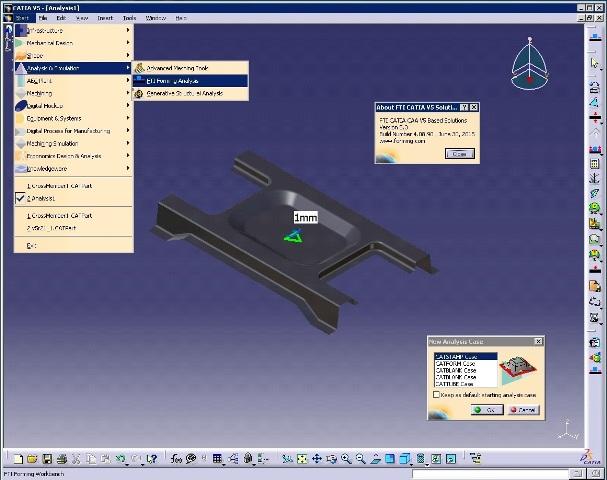
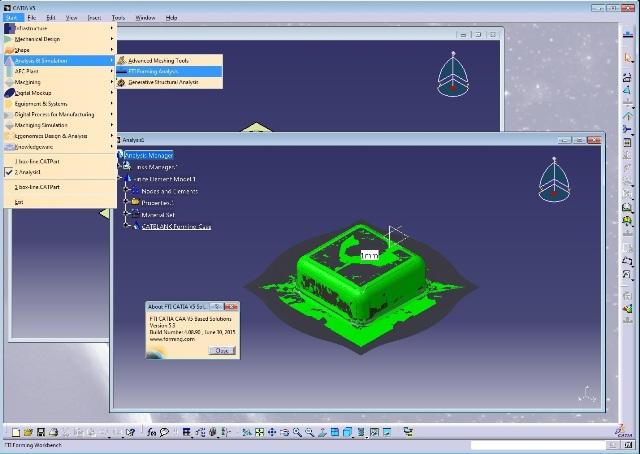
نرم افزار الحاقی FTI for CATIAقوی ترین ابزار تجزیه و تحلیل پرس، شبیه سازی، برآورد و بهینه سازی هزینه تولید پلیت های با ورق فلزی می باشد که می توان از آن برای تولید، تحلیل فرم و برش انواع ورق هایی که در سوراخ کاری و حدیده کاری استفاده می شود بهره جست. این نرم افزار تمامی خواسته های مشتریان را در بهبود عملکرد و سرعت در شبیه سازی ها را برآورده ساخته است. یادگیری و نحوه کار و همچنین شبیه سازی با این نرم افزار الحاقی بسیار آسان می باشد و در حقیقت انتشار این نرم افزار نشان دهنده ی یک گام بزرگ در قابلیت های تجزیه و تحلیل FTI در نرم افزار کتیا CATIA می باشد.
To predict potential problems of manufacturing: education tears or folds utjazhki material
To determine the final shape of the part with the springing of metal
To analyze and calculate the geometry of the die stamping force
Optimize the cutting of blanks from the tape
Calculate the cost of each product
توجه:لازم به ذکر است که این افزونه بر روی ویندوز 64 بیتی و بر روی نرم افزار کتیا CATIA V5 و ریلیزهای R20 - R21 - R22 - R23 - R24 قابل اجرا و استفاده می باشد:
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 8 ارديبهشت 1400
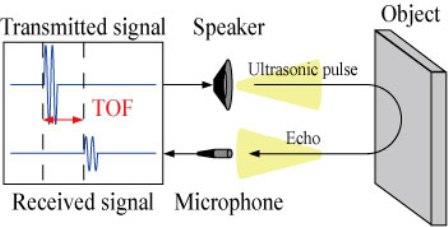
تاکنون پروژه های زیادی با موضوع فاصله سنج اولتراسونیک با میکروکنترلر AVR اجرا شده اند که برنامه نویسی اغلب آنها به زبان اسمبلی و بیسیک بوده که در نرم افزار Bascom نوشته شده اند. اما در این پروژه قصد داریم تا برنامه نویسی را به زبان C و در نرم افزار Codevision انجام دهیم. مدار مورد استفاده در این پروژه همان مدار استفاده شده در پروژه فاصله سنج کتاب پروژه های علمی با میکروکنترلرهای AVR می باشد.همان طور که می دانیم هر شخص طراح می بایست دارای سه خصوصیت باشد:
دایره اطلاعاتی بالایی داشته باشد، یعنی علم به روز و ابزارات جدید را خوب بشناسد.
شناخت خوبی از سخت افزار داشته باشد (طراحی PCB، شناخت سنسور، میکروکنترلر و ...)
از یک زبان برنامه نویسی آگاهی کامل داشته باشد (زبان C، پاسکال، اسمبلی و ...)
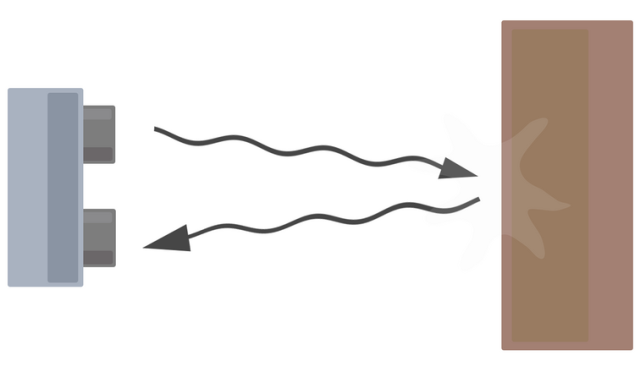
دو مورد اول به مراتب از مورد سوم پیچیده تر می باشند و هرکسی توانایی طراحی سخت افزار و مدار آنالوگ را ندارد. با این حال برنامه نویسی اصولی و صحیح (برنامه نویسی ماژولا) نیز قواعد خاص خود را دارد. در این پروژه سعی شده است تا به اختصار به هر بخش پرداخته شود. در پروژه قصد داریم دستگاهی را طراحی و پیاده سازی نماییم که بتواند فاصله اجسام مقابل، تا خود را بدون تماس دستگاه با آن اجسام اندازه بگیرد. برای این کار به یک جفت سنسور فرستنده و گیرنده مافوق صوت نیاز داریم. سنسور فرستنده اولتراسنیک امواج مافوق صوت را تولید می کند و سنسور گیرنده اولتراسنیک امواج باز تابیده شده از اجسام را دریافت می نماید. با اندازه گیری زمان رفت و برگشت امواج صوتی و با دانستن سرعت صوت، مسافت طی شده توسط صوت و هم چنین فاصله دستگاه تا جسم مورد نظر به راحتی محاسبه خواهد شد. از میکروکنترلر ATmega8 در این پروژه استفاده شده است که چند وظیفه اساسی دارد:
تولید سیگنال پالس با فرکانس 40khz که در مدار فرستنده مورد استفاده قرار می گیرد.
اندازه گیری زمان رفت و برگشت امواج صوتی بازتابیده شده از اجسام
اندازه گیری دما
محاسبه فاصله و نمایش آن بر روی نمایشگر
در طی مراحل طراحی با مشکلاتی روبرو هستیم که مهمترین آنها متغیر بودن سرعت صوت در دماهای مختلف و تضعیف سیگنال دریافتی توسط سنسور گیرنده است که در ادامه به رفع آنها پرداخته شده است...
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 4 ارديبهشت 1400
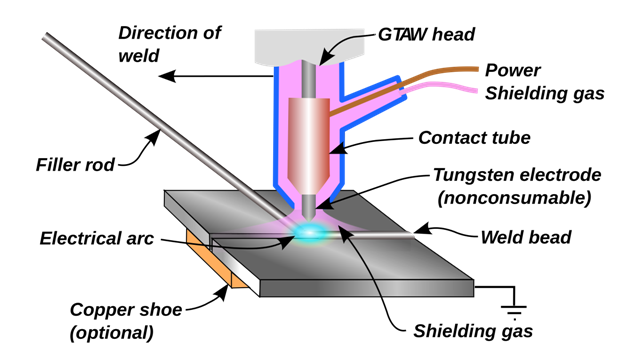
اغلب خواص جوش به دلیل تفاوت بین ترکیب و مراحل حرارتی با خواص فلز مادر فرق دارد. این مسئله لزوماً یک نقطه ضعف نیست به عنوان مثال در جوشکاری لب به لب استحکام بهتر جوش معمولاً مفید است، البته به شرطی که از نرمی و شکل پذیری خوبی بهره مند باشد. پس با عنوان این مسئله به این نکته خواهیم رسید که جوشکاری فلزات نرم مانند: مس، آلومنیوم، نیکل و به طور کلی فلزات رنگی همان گونه که نسبت به سایر فلزات آسانتر است احتیاج به دقت بالاتری دارند. در این پروژه به چند مسئله پرداخته شده است که سر فصل مطالب به عنوان روش های جوشکاری فلزات رنگین همچنین جوشکاری با گاز محافظ و جوشکاری با ماشین لیزر می باشد و می توان با مطالعه هر فصل اطلاعات کاملی راجع به موضوع مورد نظر به دست آورد...
پروژه جوشکاری فلزات رنگی و جوش لیزریمشتمل بر 3 فصل، 110 صفحه، تایپ شده، به همراه تصاویر، دیاگرام، با فرمت pdf جهت دانلود قرار داده شده و فصل بندی پروژه به ترتیب زیر می باشد:
فصل 1:
خواص حرارتي مس و آلياژ آن
نكاتي در مورد جوشکاري مس و آلياژهاي آن
انتخاب روش يا فرآيند
نگه داشتن (Fixture)
روش پشتي (Backing Methodes)
پیش گرم کردن
نقش فلاکس
جوشکاري مس با الکترود دستي يا برق
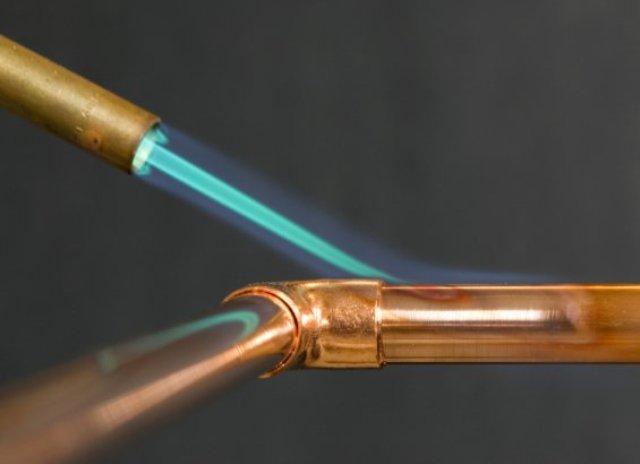
جوشکاري مس با شعله گاز
جوشکاري مس با فرآيند TIG
جوشکاري مس با فرآيند MIG
جوشکاري مقاومتي مس
جوشکاري برنج (مس روي)
جوشکاري مس آلومينيم برنز
جوشکاري آلياژهاي مس سيليسيم يا سيليسيم برنز
جوشکاري آلياژ مس نیکل
آلیاژهای مس نیکل
فصل 2:
تعریف
تاريخچه
روش های کاربرد
مزایا و محدودیت ها
اصول كار
تجهیزات انتقال قطرات از مفتول در فرایند جوشکاری MIG
نویسنده : www.BartarFile.ir
تاریخ : شنبه 29 فروردين 1400
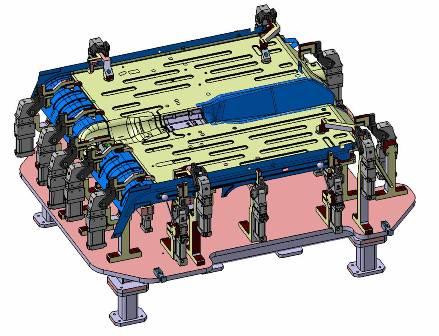
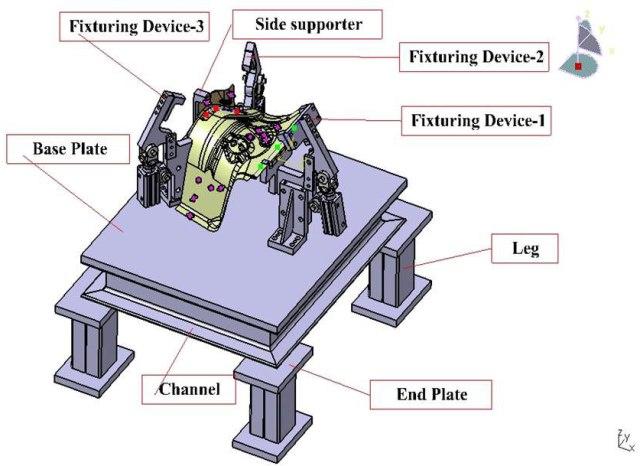
جیگ و فیکسچرها ابزارهای قطعه گیر در تولید هستند که برای ساخت دقیق قطعات همسان به کار می روند. ارتباط صحیح و چینش بین ابزار برش یا ابزارهای دیگر و قطعه کار باید حفظ شود. جیگ و فیکسچر برای نگاه داشتن، پشتیبانی و تعیین محل هر قطعه برای سوراخکاری یا ماشین کاری با محدودیت های تعیین شده است. ارتباط نزدیک جیگ و فیکسچر آنقدر نزدیک است که گاها جابجا استفاده می شود. تفاوت این دو در نحوه هدایت ابزار به قطعه کار است...
کتاب طراحی جیک و فیکسچر (Jig and Fixture Design)، کتابی مفید و کاربردی از آموزش مباحث طراحی قید و بند است، که مشتمل بر 384 صفحه، در 4 بخش و 21 فصل، به زبان انگلیسی، همراه با فرمول های اساسی، تصاویر و روابط مهم به ترتیب زیر گردآوری شده است:
SECTION I: BASIC TYPES AND FUNCTIONS OF JIGS AND FIXTURES
UNIT 1: PURPOSE OF TOOL DESIGN
UNIT 2: TYPES AND FUNCTIONS OF JIGS AND FIXTURES
UNIT 3: SUPPORTING AND LOCATING PRINCIPLES
UNIT 4: CLAMPING AND WORK HOLDING PRINCIPLES
UNIT 5: BASIC CONSTRUCTION PRINCIPLES
SECTION II: CONSIDERATIONS OF DESIGN ECONOMICS
UNIT 6: DESIGN ECONOMICS
UNIT 7: DEVELOPING THE INITIAL DESIGN
UNIT 8: TOOL DRAWINGS
SECTION III: DESIGNING AND CONSTRUCTING JIGS AND FIXTURES
UNIT 9: TEMPLATE JIGS
UNIT 10: VISE-HELD AND PLATE FIXTURES
UNIT 11: PLATE JIGS
UNIT 12: ANGLE-PLATE JIGS AND FIXTURES
UNIT 13: CHANNEL AND BOX JIGS
UNIT 14: VISE-JAW JIGS AND FIXTURES
SECTION IV: SPECIALIZED WORK HOLDING TOPICS
UNIT 15: POWER WORK HOLDING
UNIT 16: MODULAR WORK HOLDING
UNIT 17: WELDING AND INSPECTION TOOLING
UNIT 18: LOW-COST JIGS AND FIXTURES
UNIT 19: TOOLING FOR NUMERICALLY CONTROLLED MACHINES
نویسنده : www.BartarFile.ir
تاریخ : شنبه 25 فروردين 1400
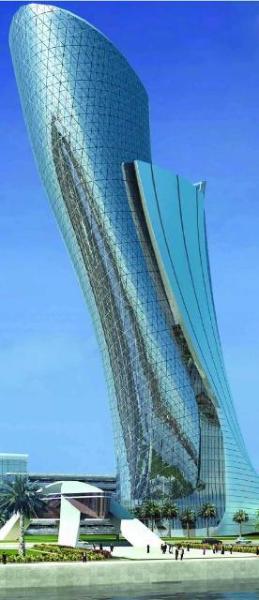
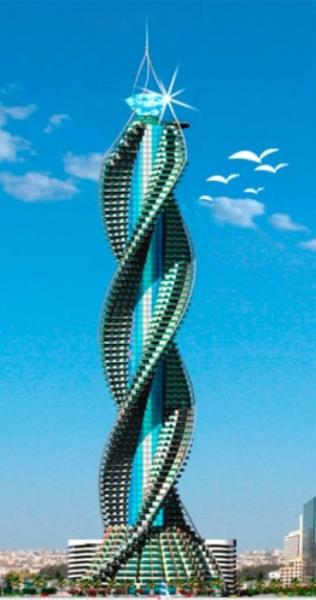
در صورتیکه ارتفاع ساختمان از یک حد معینی بیشتر شود و جزو ساختمان های بلند قرار گیرد، سیستم های سازه ای متداول جوابگوی نیازهای ما نخواهند بود زیرا در ساختمان های بلند، صلیب و پایداری ضوابط مهم تری را نسبت به مقاومت (مشخصه اصلی سازه های کوتاه) بیان می کنند. جهت پاسخ گویی به نیازهای فوق، سیستم جدیدی تحت عنوان سیستم لوله ای ابداع شده است. این سیستم دارای چنان قابلیتی است که در بیشتر حالات مقدار مصالح سازه ای مورد استفاده در این سیستم به نسبت ساختمانی که در آن از سیستم های قابی متداول استفاده شده باشد به نصف تقلیل پیدا می کند. از جمله مزایای دیگر این سیستم، انعطاف پذیری زیاد آنها در تقسیم بندی فضاهای داخلی و کاهش تغییر مکان جانبی سازه می باشد.
در این سیستم ها به علت انعطاف پذیری تیرهای پیرامونی در قاب، تغییر شکل های ناشی از برش ایجاد می شود که این پدیده، تاخیر برشی نامیده می شود و سبب می گردد که کارایی سیستم های لوله ای تا اندازه ای کاهش یابد در صورتی که تاخیر برشی به حداقل برسد می توان انتظار داشت که ساختمان بلند لوله ای همانند یک تیر طره با مقطع صندوقه ای عمل نماید. در اینپروژه سعی شده است علل و نحوه ایجاد پدیده تاخیر برشی در ساختمان های بلند لوله ای مورد بررسی و تحقیق قرار گرفته و روش هایی برای کاهش این پدیده ارائه گردد. یکی از روش ها، استفاده از مهاربندها می باشد که بحث اینپروژه بیشتر بر روی آن متمرکز گشته است. برای این منظور تاثیر تعداد و محل قرار گیری مهاربندها بر روی موضوعاتی از قبیل تاخیر برش، تغییر مکان جانبی و نیروهای دینامیکی وارد بر سازه مورد بررسی قرار گرفته و نتایج بیانگر این مطلب است که استفاده از مهاربندها بصورت زیگزاک تاثیر بیشتری در جهت کاهش تاخیر برش خواهد داشت...
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 23 اسفند 1399
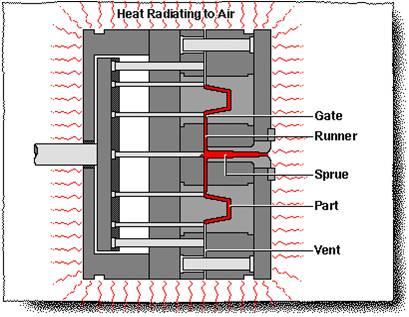
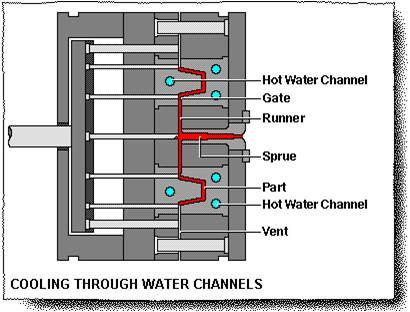
هدف از خنک کاری در قالب های تزریق پلاستیک این است که پلاستیک داغ وارد محفظه قالب شده و با یک سرعت تحت کنترل سرد و منجمد شود. این امر کمک می کند که مواد تزریق شده به داخل محفظه قالب به شکل محفظه درآمده و به همان شکل مورد نظر ما درآید. اگر در قالب از سیستم خنک کاری استفاده نشود مذاب پلاستیک وارد یک قالب داغ می شود و زمان انجماد بیشتری نیاز هست تا قطعه تزریقی منجمد شده و بتوان آن را از قالب پران نمود و نیز به این نکته هم باید توجه نمود که اگر مذاب پلاستیک وارد یک قالب خیلی سرد شود مذاب قبل از پر شدن کامل محفظه قالب منجمد می شود و باعث می شود که سیکل تزریق به طور کامل انجام نگرفته و قطعه مورد نظر ناقص قالب گیری شود. بنابراین برای بدست آوردن یک سیکل تزریق مناسب در قالب تزریق، بین دو وضعیت ذکر شده باید یک حالت بهینه ایجاد کرد تا به یک انجماد تحت کنترل و جهت دار برسیم...
پروژه سیستم های خنک کاری در قالب های تزریق پلاستیکمشتمل بر 3 فصل، 61 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
فصل اول: هدف از خنک کاری در قالب های تزریق پلاستیک
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 22 اسفند 1399
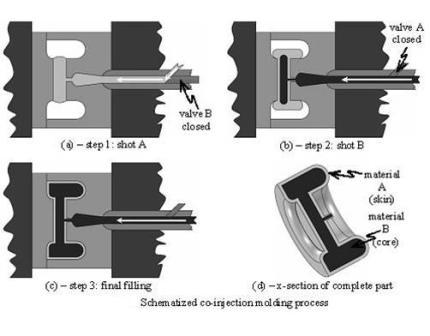
در گذشته برای قالب گیری از روش های مرسوم استفاده میشد که نیاز های متعددی را پاسخ نمیگفت بدین ترتیب فرآیندهای نوینی مانند assist , co injection Roto Molding Gas و ... پا به عرصه وجود نهادند. آقای جان رودس مدیر شرکت تولید کننده به روش co injection ، توضیح میدهد: ”قالب گیرهایی که به روش مرسوم تزریق میکردند این سوال را از خود داشتند که چرا حدود 25 درصد مواد خود را باید در وسط قطعات هزینه کنند. تا این که در همایشی که اخیراً برگزار گردید (k-show) فیلمی از co injection نمایش داده شد که نظر تمام قالب سازان را به خود جلب نمود.“ در اینجا فرآیند co injection به سوال آنها پاسخ داد و روشی شد تا آنها بتوانند با جایگزینی موادی ارزان تر در هسته قطعه صرفه اقتصادی بزرگی در محصول خود کسب نمایند...
پروژه فرآیند قالب گیری به روش Co Injection Moldingمشتمل بر 50 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
برتر فایل یک سایت مرجع با هدف انتشار تحقیق، مقاله، پایان نامه، پاورپوینت، جزوه، کتاب و همچنین فایل های آموزشی از نرم افزار پیشرفته CATIA در زمینه رشته مهندسی مکانیک است که به منظور دسترسی راحت تر، سریع تر و ارزان تر شما دانشجویان و پژوهشگران به تحقیقات مد نظرتان تاسیس شده است.











 آمار
وبلاگ:
آمار
وبلاگ: