نویسنده : www.BartarFile.ir
تاریخ : یک شنبه 30 خرداد 1400
کارگاه مکانیک عمومی، منبعی مفید، جامع و کاربردی از درس کارگاه عمومی انتشارات دانشگاه پیام نور می باشد. در 7 فصل، مشتمل بر 153 صفحه، با فرمت pdf، به زبان فارسی، همراه با ذکر نکات مهم و کاربردی، همچنین سئوالات تشریحی پایان فصل به ترتیب زیر گردآوری شده است:
نویسنده : www.BartarFile.ir
تاریخ : جمعه 27 خرداد 1400
افراد عادی وقتی نام ماشین های ابزار به گوش شان می خورد به یاد ماشین تراش یا تراشکاری می افتند، البته حق دارند به دلیل اینکه ماشین تراش در بین مهندسین و فنی کاران به قلب ماشین های ابزار و یا سلطان ماشین های ابزار مشهور است. ولی این ماشین ها دارای گروه بندی گسترده ای می باشند که در زیر تعریف کلی از ماشین های ابزار و تقسیم بندی آنها آورده شده است:
تعریف کلی ماشین ابزار:
کلیه ماشین هایی که به طور مکانیکی بر روی قطعات شکل دهی یا براده برداری انجام می دهند ماشین های ابزار نام داند. به عبارت دیگر، کلیه ماشین هایی که برای یک فرآیند کاری تراشکاری، فرزکاری، سوراخکاری، پرسکاری و... مورد استفاده قرار می گیرند به عنوان ماشین های ابزار شناخته می شوند.
تقسیم بندی ماشین های ابزار بر اساس فرآیند کار:
ماشین های ابزار برای تولید بدون براده برداری: مانند چکش ها، پرس ها، ماشین های خم کاری، قیچی ها، گیوتین و...
ماشین های ابزار برای تولید با براده برداری: مانند ماشین تراش، صفحه تراش، ماشین فرز، ماشین سنگ و...
تقسیم بندی ماشین های ابزار بر اساس هدف کاری:
ماشین های یونیورسال: برای محدوده کاری وسیع و متنوع و چند مرحله ای طراحی شده اند.
ماشین های چندکاره: به عنوان ماشین های سری کاری نیمه انبوه قطعات به کار می روند.
ماشین های مخصوص: ماشین هایی که در حقیقت برای انجام یک سری عملیات متنوع روی یک قطعه کار به کار می روند. محدوده کاری این ماشین ها تولید انبوه می باشد.
پروژه ماشین های ابزار (Machine Tools)، مشتمل بر 5 بخش، 145 اسلاید، به زبان فارسی، تایپ شده، به همراه تصاویر، با فرمت powerpoint به ترتیب زیر گردآوری شده است:
بخش 1: ماشین های تراش (Lathe Machine)
بخش 2: ماشین های فرز (Milling Machine)
بخش 3: ماشین های صفحه تراش (Shaper Machine)
بخش 4: طراحی بستر ماشین های ابزار و بررسی ارتعاشات ماشین تراش
بخش 5: پیچ تراشی (Bolt Cutters)
* توجه: لازم به ذکر است که علاوه بر فایل پروژه بالا، 7 مقاله با عناوین زیر در رابطه با ماشین های ابزار (79 صفحه، به زبان فارسی و انگلیسی) نیز جهت دانلود قرار داده شده است:
مقاله 1: بررسی پایداری دینامیکی اسپیندل ماشین های ابزار در ماشینکاری با سرعت بالا
مقاله 2: بررسی فرآیند آج زنی سطوح تخت با ماشین ابزار گرد تراش
مقاله 3: ماشین های ابزار با مکانیزم های موازی و روش های کالیبراسیون آنها
مقاله 4: تاثیر ترک در بی ثباتی اسپیندل ماشین های ابزار با یاتاقان های گازی
مقاله 5: طراحی و پیاده سازی سیستم جستجو ابزارهای برشی
مقاله 6: برآورد فاجعه بار شکست در قطعات مکانیکی ترد ماشین های ابزار
مقاله 7: رفتارهای دینامیکی گشتاور محرک ماشین ابزار در حرکت های میکروسکوپی
جهت دانلود پروژه ماشین های ابزار (Machine Tools)، بر لینک زیر کلیک نمایید.
نویسنده : www.BartarFile.ir
تاریخ : شنبه 18 ارديبهشت 1400
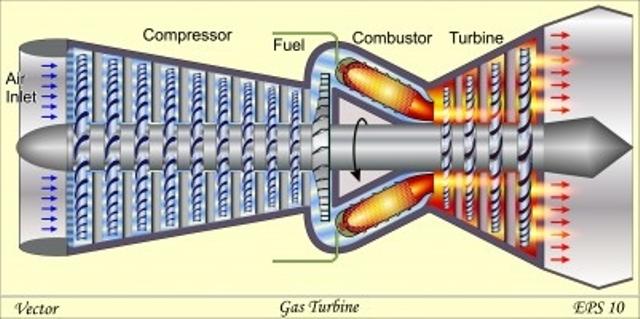
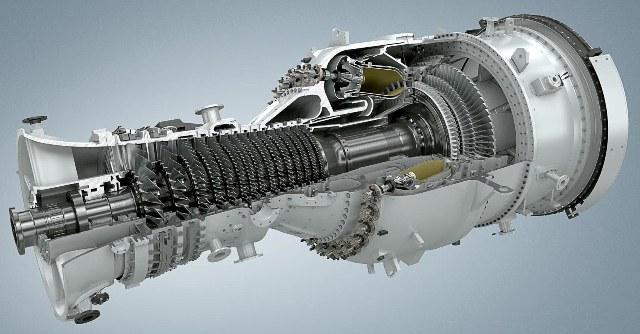
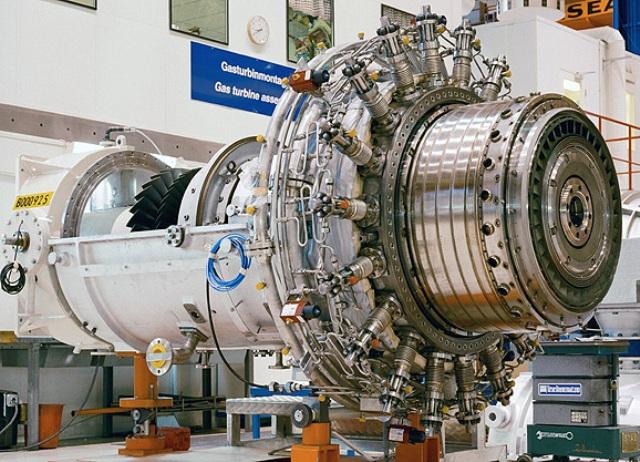
توربین گازی Gas Turbine یک ماشین دوار است که بر اساس انرژی گازهای ناشی از احتراق کار میکند. هر توربین گاز شامل یک کمپرسور برای فشرده کردن هوا، یک محفظه احتراق برای مخلوط کردن هوا با سوخت و محترق کردن آن و یک توربین برای تبدیل کردن انرژی گازهای داغ و فشرده به انرژی مکانیکی است. بخشی از انرژی مکانیکی تولید شده در توربین، صرف چرخاندن کمپرسور خود توربین شده و باقی انرژی، بسته به کاربرد توربین گاز، ممکن است ژنراتور برق را بچرخاند (توربو ژنراتور)، به هوا سرعت دهد (توربوجت و توربوفن) و یا مستقیماً (یا بعد از تغییر سرعت چرخش توسط جعبه دنده) به همان صورت مصرف شود (توربوشفت، توربوپراپ و توربوفن). مبنای کار توربینهای گاز از نظر ترمودینامیکی، بر اساس چرخهٔ برایتون است که در آن، هوا به صورت بیدررو فشرده شده، احتراق در فشار ثابت رخ داده و انبساط هوای فشرده و داغ در توربین، به صورت بیدررو رخ میدهد و هوا به فشار اولیه میرسد. در عمل، اصطکاک و توربولانس باعث میشوند که:
فشردهسازی هوا در کمپرسور به صورت بیدررو نباشد. این موجب میشود که برای دستیافتن به یک نسبت فشار معین، دمای خروجی کمپرسور بیشتر از حالت ایدهال باشد.
انبساط هوا در توربین به صورت بیدررو نباشد. این موجب میشود که با ثابت بودن مقدار کاهش دما در توربین، کاهش فشار ناشی از آن افزایش یافته و انبساط کمتری برای تولید کار در توربین فراهم باشد. افت فشار در ورودی هوا، محفظهٔ احتراق و اگزوز وجود داشته باشد.
این موضوع باعث میشود که نسبت فشار موجود برای تولید کار کاهش یابد. افت فشار در ورودی هوا باعث کاهش فشار در ورودی کمپرسور و در نتیجه کاهش فشار ورودی محفظهٔ احتراق و توربین میشود. افت فشار در محفظه و اگزوز، به ترتیب به کاهش فشار ورودی به توربین و افزایش فشار خروجی توربین میانجامند که همهٔ این عوامل، باعث کاهش نسبت فشار موجود در توربین برای تولید کار میشوند. با افزایش دمای هوای ورودی به توربین، راندمان توربینهای گاز افزایش مییابد. بنابراین، بهتر است که این دما هر چه بیشتر انتخاب شود. اما در این مورد از نظر تحمل مواد تشکیلدهندهٔ محفظهٔ احتراق و پرههای توربین، محدودیت وجود دارد. بنابراین، در این قسمتها که به آنها بخشهای داغ Hot Sections گفته میشود، از مواد مقاوم به دماهای زیاد مانند سوپر آلیاژها استفاده میشود. همچنین این قسمتها با استفاده از تکنولوژیهای پیچیدهای، خنککاری میشوند.
کتاب مرجع توربین های گازی (Gas Turbine Handbook)،نه تنها به عنوان یک مرجع جامع شناخته شده است بلکه پرفروش ترین کتاب در این زمینه نیز می باشد، که در آن اطلاعات اساسی در مورد طرز کار و استفاده مناسب از انواع توربین های گازی به شما داده می شود. در این کتاب در مورد سخت افزار، پارامترهای عملیاتی، کنترل، ورودی و خروجی ها، بازرسی، عیب یابی، کنترل سر و صدا، سیستم های خنک کننده و… بحث می شود. آخرین نسخه این کتاب که در دست شماست شامل فصل های جدید در Microturbines و مطالعات موردی در این خصوص است. این کتاب مشتمل بر 453 صفحه، در 18 فصل، به زبان انگلیسی، همراه با تصاویر به ترتیب زیر گردآوری شده است:
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 16 ارديبهشت 1400
از قرن ها پیش انسان برای تهیه وسایل و ظروف مورد استفاده خود از انواع ورق ها استفاده نموده است. با پیشرفت علم و تکنولوژی دامنه استفاده از ورق ها نیز وسعت یافته به طوری که در بیشتر صنایع کاربرد فراوان یافته است. ورق های فلزی به عنوان نیم ساخته در زمینه های مختلف صنعت به طور گسترده استفاده می شود. روش های ساخت ورق های فلزی ضروی به نظر می رسد.
رولکاری یا منحنی کردن ورق های فلزی عبارت است از تغییر شکل دادن ورق های فلزی به استوانه یا مخروط و یا قسمتی از آن ها با استفاده از وسایل دستی یا ماشینی. رولکاری یا منحنی کردن ورق های فلزی بر اساس تغییر شکل پلاستیکی با اعمال نیروی فشار به سطح ورق و ایجاد نیروی عکس العمل صورت می گیرد. ورق های فلزی را می توان به روش های گوناگون رولکاری و منحنی کرد. ساده ترین روش برای منحنی کردن ضخامت های کم و قطرهای کوچک استفاده از وسایل و ابزارهای دستی ساده است. همچنین می توان با به کارگیری ماشین های نورد، ورق های فلزی را با ضخامت های مختلف به تناسب ظرفیت و قطر غلتک های آن ها رولکاری و منحنی نمود. در این کتاب که در دو جلد تهیه شده است به طرز تهیه انواع ورق ها و نیم ساخته ها پرداخته شده است.
کتاب مرجع تغییر شکل نیم ساخته ها،کتابی جامع، مفید و بسیار کاربردی از آموزش مباحث ورقکاری، نیم ساخته ها و صنایع فلزی است. این کتاب مشتمل بر 2 جلد، در 536 صفحه، به زبان فارسی با فرمت pdf، به ترتیب زیر گردآوری شده است:
فهرست جلد اول کتاب مرجع تغییر شکل نیم ساخته ها:
فصل اول:
تولید و کاربرد ورق های فلزی در صنعت
برخی از کاربردهای نیم ساخته های فلزی در صنایع
تقسیم بندی انواع ورق های فلزی
تقسیم بندی ورق های فولادی
روش تهیه ورق های فلزی
ورق های ضخیم
ورق های متوسط
ورق های نازک
تولید ورق ها با پوشش فلزی
تهیه ورق های قلع اندود
تهیه ورق های رنگی
فصل دوم:
برشکاری در صنعت ورقکاری
تعریف برشکاری
روش های مختلف برشکاری
برشکاری حرارتی
برشکاری مکانیکی
قلم کاری
انواع قلم
قیچی کاری
اصول قیچی کاری
انواع قیچی های دستی
قیچی های اهرمی
قیچی های اهرمی ساده
قیچی های اهرمی اونیورسال
قیچی های اهرمی میز کارگاه
محاسبه نیروی برش در قیچی های دستی و اهرمی
قچی های نیبلر
قیچی های نیبلر دستی
قیچی های نیبلر رومیزی
قیچی های نیبلر ستونی
قیچی های برقی اونیورسال
قیچی های گیوتین
اجزای مهم قیچی های گیوتین
قیچی گیوتین مکانیکی
قیچی های گیوتین هیدرولیکی
قیچی های گردبُر
فصل سوم:
صافکاری در صنعت ورقکاری
تعریف صافکاری
اصول صافکاری
صافکاری به وسیله ابزار دستی
صافکاری به وسیله حرارت
صافکاری به وسیله ماشین های صافکاری
پتک های بادی
صافکاری به وسیله ماشین های نورد
صافکاری به وسیله ماشین های کششی
فصل چهارم:
خمکاری در صنعت ورقکاری
تعریف خمکاری
قابلیت خمکاری
تئوری خمکاری
انواع خمکاری
انواع ماشین های خمکاری
خمکن های دستی
ماشین های خمکن ساده
ماشین های پرس خم کن (برک پرس)
محاسبه عوامل خمکاری
محاسبه طول گسترش قطعات خمکاری شده
فصل پنجم:
اتصال ها در صنعت ورقکاری
فرنگی پیج
انواع فرنگی پیچ
اجزای فرنگی پیچ
محاسبات فرنگی پیچ
چرخ ورقکاری
پرچکاری
روش های پرچکاری
اصول پرچکاری
مشخصات میخ پرچ
انواع میخ پرچ
میخ پرچ های ضربه ای
میخ پرچ های میخی
میخ پرچ های مخصوص
محاسبات پرچکاری
معایب پرچکاری
فصل ششم:
روش های بریدن ورق های فلزی
قیچی کاری
اصول بریدن با قیچی دستی
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
کارهای عملی قلم کاری
نکات اجرایی قلم کاری
دلایل و عیب های ایجاد شده هنگام عملیات قلم کاری و چگونگی رفع آن ها
نکات ایمنی در عملیات کارگاهی
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
نقشه کار شماره 4
فصل هفتم:
تمرین های خمکاری
روش های خمکاری ورق های فلزی
خمکاری با ابزار دستی
خمکاری با ماشین های خم کن
استفاده از خمکن های لقمه ای
نکات عملی پرچکاری
انتخاب و آماده سازی ابزار پرچکاری
عملیات پرچکاری
نکته های ایمنی در پرچکاری
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
نقشه کار شماره 4
نقشه کار شماره 5
نقشه کار شماره 6
فهرست جلد دوم کتاب مرجع تغییر شکل نیم ساخته ها:
فصل اول: رولکاری در صنعت ورقکاری
اصول رولکاری
روش محاسبه طول گسترش استوانه و مخروط با استفاده از فاز خنثی
روش های روش کردن ورق فلزی
اصول رولکاری ورق های فلزی با دست
اصول رولکاری ورق های فلزی به وسیله ماشین های غلتک
اصول رولکاری با ماشین های سه غلتکی
مشخصات ماشین های رولکاری
منحنی کردن لبه های ورق
ماشین های نورد هیدرولیکی
ماشین های نورد سه غلتکی هیدرولیکی
ماشین های نور چهار غلتکی هیدرولیکی
منحنی کردن ورق های فلزی به فرم مخروط ناقص به وسیله ماشین های غلتک
نویسنده : www.BartarFile.ir
تاریخ : شنبه 22 فروردين 1400
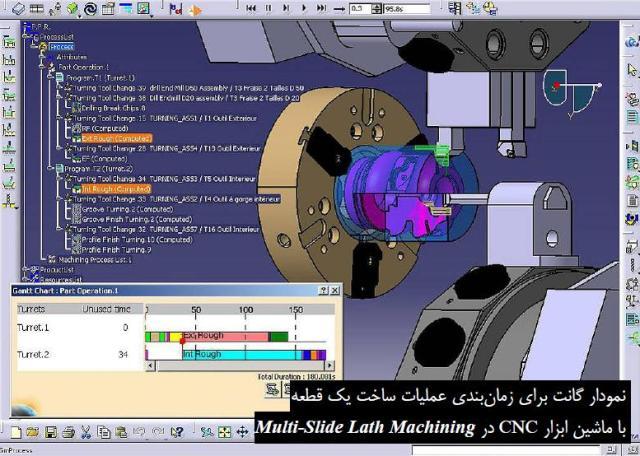
در محیط Prismatic Machining نرم افزار کتیا، برنامه ماشينكاري با ماشين ابزارهاي فرز تهيه و كدهاي آن براي استفاده در ماشين هاي فرز NC استخراج مي شود. در محیط Prismatic Machining مي توان به راحتي عمليات سوراخكاري و فرزكاري با ماشين ابزار هاي سه تا پنج محوره و همچنين ماشين هاي سه محوره با ميز چرخان ر ا برنامه ريزي نمود. اين محيط برنامه ريزي عمليات برش با سرعت هاي بالا (High Speed Cutting) را نيز پشتيباني می نماید. نكته مهم در شبيه سازي، بررسي مسير ابزار مي باشد و مقصود كنترل ابزار در حين حركت از نقطه اي به نقطه ديگر براي بررسي احتمال برخورد با قطعه مي باشد. برخوردهاي ناگهاني در سرعت هاي بالا باعث آسيب ديدن قطعه، دستگاه و ابزار مي شود...
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 28 مهر 1395
مجموعه 7 جلد کامل کتاب مرجع آموزش جوشکاری، مشتمل بر 7 جلد کتاب جامع و کاربردی، 1016 صفحه، به زبان فارسی، تایپ شده، به همراه تصاویر، با فرمت PDF، به ترتیب زیر گردآوری شده است:
کتاب 1:جوشکاری با گاز محافظ آرگون و الکترود تنگستن (GTAW)
کتاب 2:جوشکاری تحت حفاظت گاز فعال با الکترود مصرفی (MAG)
کتاب 3: مجموعه نقشه های کار عملی جوشکاری برق (استاندارد درجه یک)
کتاب 4: فرهنگ واژه های مصوب فرهنگستان جوشکاری و آزمایش های غیر مخرب
کتاب 5: جوشکاری در ساختمان های فولادی
کتاب 6: طرح و اجرای ساختمان های فولادی (مبحث 10 مقررات ملی ساختمان ایران)
نویسنده : www.BartarFile.ir
تاریخ : شنبه 4 ارديبهشت 1395
نرم افزار دستگاه مورد آموزش در این جزوه FANUC OIMB می باشد. جان پارسونز اولین سیستم N.C را روی دستگاه دریل قرار داد كه این سیستم در كشور آمریكا ساخته شده بود. N.C به كار رفته در این دستگاه اولین N.C بود كه بیشتر در دستگاه های سوراخكاری یا پانچ بكار گرفته می شده است و صنایع هوایی در دانشگاه MIT آمریکا از حامیان و پشتیبانان طرح N.C بوده اند. اولین زبان برنامه نویسی دستگاه های N.C زبان APT می باشد. پس از N.C بر اثر پیشرفت علم الكترونیك CNC به وجود آمد. چون در N.C بعد از اجرا یك خط توقف می كرد جهت جبران در CNC ها Post Processorقرار گرفت در Catia زبان APTCL وجود دارد كه G و M كدها را می دهد كه به نام Word Address معروف می باشد...
جزوه آموزشی برنامه نویسی و اپراتوری دستگاه فرز CNC VMC-850 تبریز با كنترلر فانوگ FANUC، جزوه ای مفید و کاربردی است که به تشریح دستورات و فرمان های کنترلر فانوک و همچنین طریقه برنامه نویسی و اپراتوری دستگاه فرز سی ان سی می پردازد. این جزوه مشتمل بر 61 صفحه، به زبان فارسی، با فرمت word، به همراه تصاویر، به ترتیب زیر گردآوری شده است:
بخش اول: برنامه نویسی
انواع فرمان ها
سیستم های اندازه گیری
محور های مختصاتی
M كدها یا توابع كمكی
صفحات كاری
فرمان های حركتی
حركت خطی بدون براده برداری G00
حركت میان یابی خطی همراه با كنترل سرعت پیشروی
برگشت ابزار تا نقطه مرجع G28
تعیین نقطه صفر قطعه كارG54 و G59
فرمان های میان یابی دایره ای G02 و G03
زمان مكث G04
انتقال نقطه صفر قطعه كار G52
انتقال نقطه صفر قطعه كار G92
كد های تصحیح كننده شعاع ابزار G41 و G42
زیر برنامه ها
برنامه نویسی در سیستم مختصات قطبی
فرمان پخ زنی CHF
فرمان قوس زنی RND
سیكل سوراخ كاری G81
سیكل سوراخ كاری G82
سیكل سوراخ كاری G83
سیكل سوراخ كاری G73
سیكل قلاویز كاری راست گرد G84
سیكل قلاویز كاری چپ گرد G74
فرمان مقیاس دهی G51
فرمان آینه كاری G51.1
فرمان چرخش محورهای مختصات G68
سیكل بورینگ كاری G85
سیكل بورینگ كاری G86
سیكل بورینگ كاری G88
سیكل بورینگ كاری G76
سیكل بورینگ كاری G87
سایر كد های لازم در VMC 850
بخش دوم: اپراتوری
معرفی دكمه ها
چراغ های راهنما
انواع مدها
كنترل دستگاه
طریقه نوشتن برنامه و وارد كردن شماره برنامه
نحوه اجرای مجدد برنامه
نحوه مماس كردن ابزار
تعریف شعاع و طول ابزار
جبران طول ابزار
تعویض ابزار
نمایش گرافیك برنامه
نحوه نوشتن برنامه هنگام اجرای برنامه
پارامتر های Copy , Move , Merge , Change
جهت دانلود جزوه آموزشبرنامه نویسی و اپراتوری دستگاه فرز CNC VMC-850 تبریز با كنترلر فانوگ FANUC برلینک زیر کلیک نمایید:
نویسنده : www.BartarFile.ir
تاریخ : پنج شنبه 2 ارديبهشت 1395
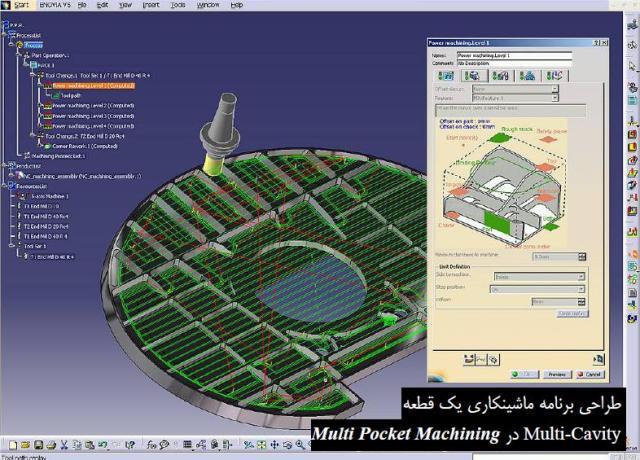
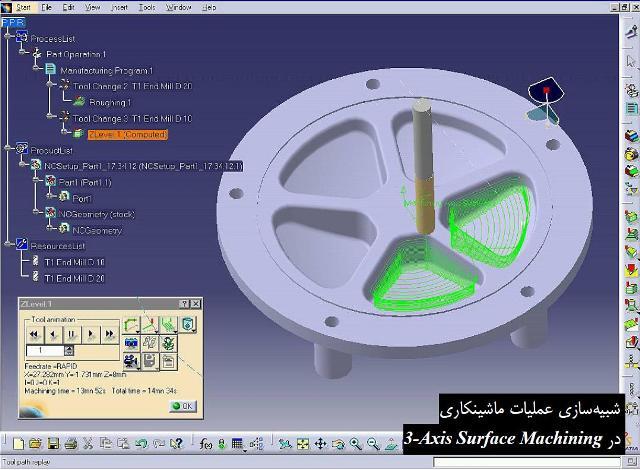
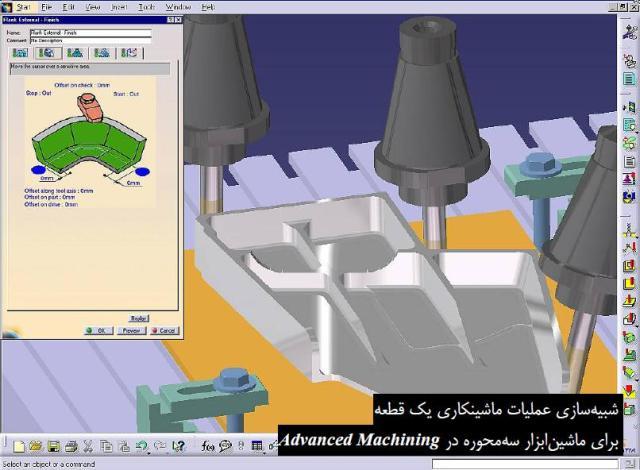
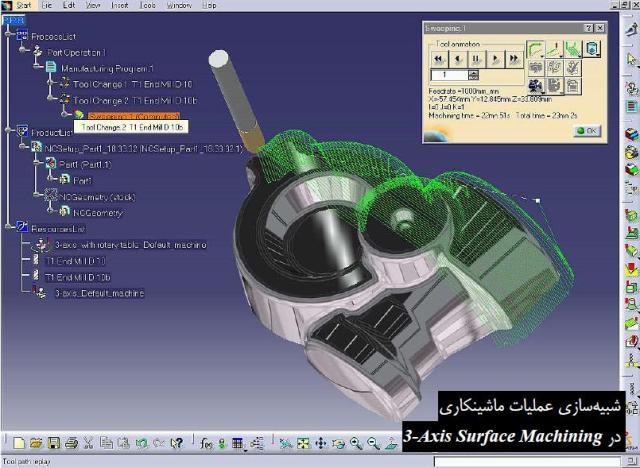
در محیط Advanced Machining و 3Axis Surface Machining نرم افزار کتیا، عملیات فرزكاری و سوراخ كاری ماشین های ابزار سه محوره تعریف می شود. فناوری فرزكاری با سرعت های بالا توسط محیط های نامبرده شده در بالا پشتیبانی می شود. سایر امكانات این محیط كاری مشابه سایر محیط های كاری مجموعه Machining است. ماشینكاری سطوح، یك عملیات چند سویه است و با نیازهای كاری كاربران هماهنگ می باشد. مسیر تعریف شده برای عملیات ماشینكاری می تواند از فرم یك ناحیه از قطعه تبعیت كند (Area Oriented) یا مستقلاً تعریف شود (Operation Oriented).
در روش Area Oriented قبل از تعریف عملیات ماشینكاری، تمام ناحیه هایی كه باید ماشینكاری شود به سیستم معرفی می شود. كاربرد این روش زمانی مفید است كه طراح می داند برای ماشینكاری یك قطعه پیچیده باید چه عملیاتی برای هر كدام از ناحیه ها استفاده شود. این امكان زمانی بیشترین كاربرد را دارد كه به عنوان مثال باید یك خانواده از قطعات مشابه ماشینكاری شود و از ماشین ابزار برای تولید انبوه استفاده می شود. پس از تعریف ناحیه های مورد نظر بر روی یك قطعه یك عملیات برای هر ناحیه اختصاص داده می شود. در انتها برنامه ای كه برای یك قطعه تعریف شده است برای تك تك اعضای یك خانواده به مرحله اجرا در می آید. در روش Operated Oriented كاربر به صورت تدریجی برنامه عملیات ماشینكاری را به صورت عملیات متوالی تعریف می كند. این مورد برای تولید یك قطعه منفرد یا تولید محدود مناسب است زیرا به او امكان می دهد تا به صورت قدم به قدم مراحل ماشینكاری را تعریف كند. در این روش پس از انتخاب عملیات، ناحیه یا ناحیه هایی را كه باید ماشینكاری شوند با انتخاب كل قطعه، یك وجه از قطعه یا گروهی از وجوه قطعه انتخاب می شوند. سپس پارامترهای مورد نظر در پنجره فرمان تعریف و در نهایت عملیات اجرا می شود. در صورت صحت نتیجه، عملیات برای ناحیه های باقیمانده انجام شود...
آموزش عملیات فرزکاری و سوراخ کاری ماشین های ابزار سه محوره در محیط Advanced Machining نرم افزار CATIA، یکی از کتاب های مفید و کاربردی در زمینه ماشینکاری با نرم افزار کتیا می باشد. این کتاب مشتمل بر 227 صفحه، به زبان انگلیسی روان، تایپ شده، به همراه تصاویر رنگی، با فرمت PDF، به ترتیب زیر گردآوری شده است:
Getting Started
Enter the Workbench and Setup the Part Operation Create a Roughing Operation Create an Isoparametric Machining Operation Create a Multi-Axis Flank Contouring Operation Generate NC Code
User Tasks
Drilling Operations 2.5-axis Milling Operations 3-axis Milling Operations Cavities Roughing Multi-Axis Milling Operations Multi-Axis Flank Contouring: Tanto Fan Multi-Axis Flank Contouring: Combin Tanto Multi-Axis Flank Contouring: Local Modifications Multi-Axis Flank Contouring: Non Adjacent Drives Multi-Axis Helix Machining: Lead and Tilt Multi-Axis Helix Machining: Interpolation Auxiliary Operations Part Operations, Manufacturing Programs and Machining Processes NC Manufacturing Entities Verification, Simulation and Program Output Tool Path Editor Editing a point Editing an area Split on Collision Points Transformations Connecting tool paths Reversing a toolpath Approaches and Retracts in tool paths Packing a tool path Checking tool holder collision Creating Geometries Tool Path Editor Parameters
Workbench Description
Menu Bar Toolbars Specification Tree
Customizing
General Resources Operation Output Program Photo/Video
* توجه: کاربران نگران زبان انگلیسی کتاب نباشند. حتی کاربرانی که سر انگشتی زبان انگلیسی یاد دارند قادر خواهند بود از این کتاب بهره کافی را ببرند. لازم به ذکر است که آموزش عملیات فرزکاری و سوراخ کاری ماشین های ابزار سه محوره در محیط Advanced Machining نرم افزار CATIA در این کتاب به صورت قدم به قدم (Step to Step) همراه با تصاویر واضح و رنگی می باشد.
جهت دانلود آموزش عملیات فرزکاری و سوراخ کاری ماشین های ابزار سه محوره در محیط Advanced Machining نرم افزار CATIA برلینک زیر کلیک نمایید:
برتر فایل یک سایت مرجع با هدف انتشار تحقیق، مقاله، پایان نامه، پاورپوینت، جزوه، کتاب و همچنین فایل های آموزشی از نرم افزار پیشرفته CATIA در زمینه رشته مهندسی مکانیک است که به منظور دسترسی راحت تر، سریع تر و ارزان تر شما دانشجویان و پژوهشگران به تحقیقات مد نظرتان تاسیس شده است.



















 آمار
وبلاگ:
آمار
وبلاگ: