نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 4 ارديبهشت 1400
اغلب خواص جوش به دلیل تفاوت بین ترکیب و مراحل حرارتی با خواص فلز مادر فرق دارد. این مسئله لزوماً یک نقطه ضعف نیست به عنوان مثال در جوشکاری لب به لب استحکام بهتر جوش معمولاً مفید است، البته به شرطی که از نرمی و شکل پذیری خوبی بهره مند باشد. پس با عنوان این مسئله به این نکته خواهیم رسید که جوشکاری فلزات نرم مانند: مس، آلومنیوم، نیکل و به طور کلی فلزات رنگی همان گونه که نسبت به سایر فلزات آسانتر است احتیاج به دقت بالاتری دارند. در این پروژه به چند مسئله پرداخته شده است که سر فصل مطالب به عنوان روش های جوشکاری فلزات رنگین همچنین جوشکاری با گاز محافظ و جوشکاری با ماشین لیزر می باشد و می توان با مطالعه هر فصل اطلاعات کاملی راجع به موضوع مورد نظر به دست آورد...
پروژه جوشکاری فلزات رنگی و جوش لیزریمشتمل بر 3 فصل، 110 صفحه، تایپ شده، به همراه تصاویر، دیاگرام، با فرمت pdf جهت دانلود قرار داده شده و فصل بندی پروژه به ترتیب زیر می باشد:
فصل 1:
خواص حرارتي مس و آلياژ آن
نكاتي در مورد جوشکاري مس و آلياژهاي آن
انتخاب روش يا فرآيند
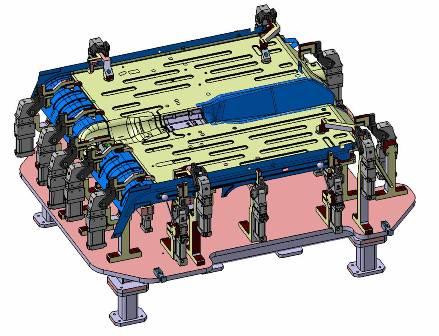
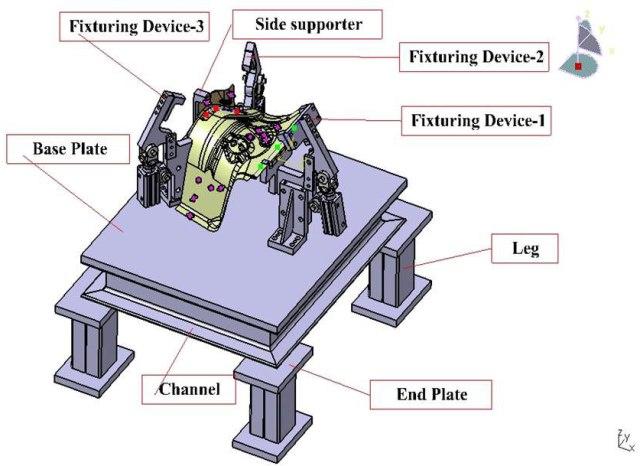
نگه داشتن (Fixture)
روش پشتي (Backing Methodes)
پیش گرم کردن
نقش فلاکس
جوشکاري مس با الکترود دستي يا برق
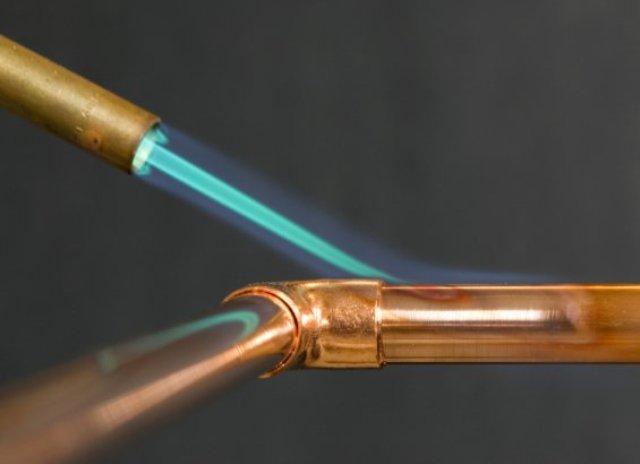
جوشکاري مس با شعله گاز
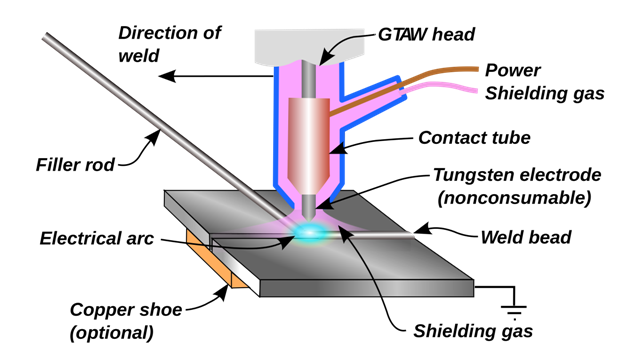
جوشکاري مس با فرآيند TIG
جوشکاري مس با فرآيند MIG
جوشکاري مقاومتي مس
جوشکاري برنج (مس روي)
جوشکاري مس آلومينيم برنز
جوشکاري آلياژهاي مس سيليسيم يا سيليسيم برنز
جوشکاري آلياژ مس نیکل
آلیاژهای مس نیکل
فصل 2:
تعریف
تاريخچه
روش های کاربرد
مزایا و محدودیت ها
اصول كار
تجهیزات انتقال قطرات از مفتول در فرایند جوشکاری MIG
نویسنده : www.BartarFile.ir
تاریخ : شنبه 29 فروردين 1400
جیگ و فیکسچرها ابزارهای قطعه گیر در تولید هستند که برای ساخت دقیق قطعات همسان به کار می روند. ارتباط صحیح و چینش بین ابزار برش یا ابزارهای دیگر و قطعه کار باید حفظ شود. جیگ و فیکسچر برای نگاه داشتن، پشتیبانی و تعیین محل هر قطعه برای سوراخکاری یا ماشین کاری با محدودیت های تعیین شده است. ارتباط نزدیک جیگ و فیکسچر آنقدر نزدیک است که گاها جابجا استفاده می شود. تفاوت این دو در نحوه هدایت ابزار به قطعه کار است...
کتاب طراحی جیک و فیکسچر (Jig and Fixture Design)، کتابی مفید و کاربردی از آموزش مباحث طراحی قید و بند است، که مشتمل بر 384 صفحه، در 4 بخش و 21 فصل، به زبان انگلیسی، همراه با فرمول های اساسی، تصاویر و روابط مهم به ترتیب زیر گردآوری شده است:
SECTION I: BASIC TYPES AND FUNCTIONS OF JIGS AND FIXTURES
UNIT 1: PURPOSE OF TOOL DESIGN
UNIT 2: TYPES AND FUNCTIONS OF JIGS AND FIXTURES
UNIT 3: SUPPORTING AND LOCATING PRINCIPLES
UNIT 4: CLAMPING AND WORK HOLDING PRINCIPLES
UNIT 5: BASIC CONSTRUCTION PRINCIPLES
SECTION II: CONSIDERATIONS OF DESIGN ECONOMICS
UNIT 6: DESIGN ECONOMICS
UNIT 7: DEVELOPING THE INITIAL DESIGN
UNIT 8: TOOL DRAWINGS
SECTION III: DESIGNING AND CONSTRUCTING JIGS AND FIXTURES
UNIT 9: TEMPLATE JIGS
UNIT 10: VISE-HELD AND PLATE FIXTURES
UNIT 11: PLATE JIGS
UNIT 12: ANGLE-PLATE JIGS AND FIXTURES
UNIT 13: CHANNEL AND BOX JIGS
UNIT 14: VISE-JAW JIGS AND FIXTURES
SECTION IV: SPECIALIZED WORK HOLDING TOPICS
UNIT 15: POWER WORK HOLDING
UNIT 16: MODULAR WORK HOLDING
UNIT 17: WELDING AND INSPECTION TOOLING
UNIT 18: LOW-COST JIGS AND FIXTURES
UNIT 19: TOOLING FOR NUMERICALLY CONTROLLED MACHINES
نویسنده : www.BartarFile.ir
تاریخ : شنبه 25 فروردين 1400
در صورتیکه ارتفاع ساختمان از یک حد معینی بیشتر شود و جزو ساختمان های بلند قرار گیرد، سیستم های سازه ای متداول جوابگوی نیازهای ما نخواهند بود زیرا در ساختمان های بلند، صلیب و پایداری ضوابط مهم تری را نسبت به مقاومت (مشخصه اصلی سازه های کوتاه) بیان می کنند. جهت پاسخ گویی به نیازهای فوق، سیستم جدیدی تحت عنوان سیستم لوله ای ابداع شده است. این سیستم دارای چنان قابلیتی است که در بیشتر حالات مقدار مصالح سازه ای مورد استفاده در این سیستم به نسبت ساختمانی که در آن از سیستم های قابی متداول استفاده شده باشد به نصف تقلیل پیدا می کند. از جمله مزایای دیگر این سیستم، انعطاف پذیری زیاد آنها در تقسیم بندی فضاهای داخلی و کاهش تغییر مکان جانبی سازه می باشد.
در این سیستم ها به علت انعطاف پذیری تیرهای پیرامونی در قاب، تغییر شکل های ناشی از برش ایجاد می شود که این پدیده، تاخیر برشی نامیده می شود و سبب می گردد که کارایی سیستم های لوله ای تا اندازه ای کاهش یابد در صورتی که تاخیر برشی به حداقل برسد می توان انتظار داشت که ساختمان بلند لوله ای همانند یک تیر طره با مقطع صندوقه ای عمل نماید. در اینپروژه سعی شده است علل و نحوه ایجاد پدیده تاخیر برشی در ساختمان های بلند لوله ای مورد بررسی و تحقیق قرار گرفته و روش هایی برای کاهش این پدیده ارائه گردد. یکی از روش ها، استفاده از مهاربندها می باشد که بحث اینپروژه بیشتر بر روی آن متمرکز گشته است. برای این منظور تاثیر تعداد و محل قرار گیری مهاربندها بر روی موضوعاتی از قبیل تاخیر برش، تغییر مکان جانبی و نیروهای دینامیکی وارد بر سازه مورد بررسی قرار گرفته و نتایج بیانگر این مطلب است که استفاده از مهاربندها بصورت زیگزاک تاثیر بیشتری در جهت کاهش تاخیر برش خواهد داشت...
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 23 اسفند 1399
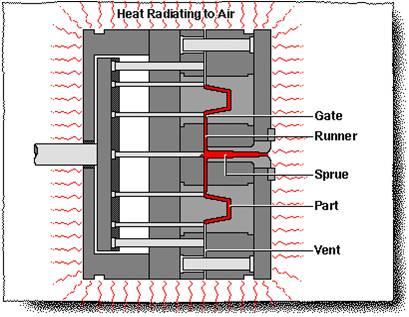
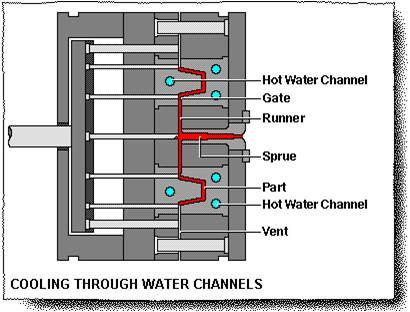
هدف از خنک کاری در قالب های تزریق پلاستیک این است که پلاستیک داغ وارد محفظه قالب شده و با یک سرعت تحت کنترل سرد و منجمد شود. این امر کمک می کند که مواد تزریق شده به داخل محفظه قالب به شکل محفظه درآمده و به همان شکل مورد نظر ما درآید. اگر در قالب از سیستم خنک کاری استفاده نشود مذاب پلاستیک وارد یک قالب داغ می شود و زمان انجماد بیشتری نیاز هست تا قطعه تزریقی منجمد شده و بتوان آن را از قالب پران نمود و نیز به این نکته هم باید توجه نمود که اگر مذاب پلاستیک وارد یک قالب خیلی سرد شود مذاب قبل از پر شدن کامل محفظه قالب منجمد می شود و باعث می شود که سیکل تزریق به طور کامل انجام نگرفته و قطعه مورد نظر ناقص قالب گیری شود. بنابراین برای بدست آوردن یک سیکل تزریق مناسب در قالب تزریق، بین دو وضعیت ذکر شده باید یک حالت بهینه ایجاد کرد تا به یک انجماد تحت کنترل و جهت دار برسیم...
پروژه سیستم های خنک کاری در قالب های تزریق پلاستیکمشتمل بر 3 فصل، 61 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
فصل اول: هدف از خنک کاری در قالب های تزریق پلاستیک
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 22 اسفند 1399
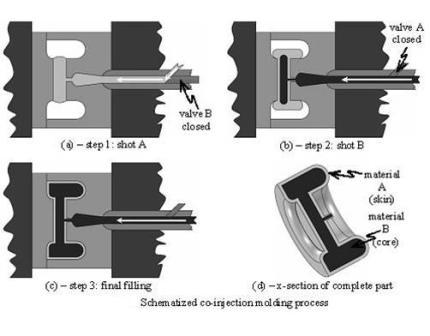
در گذشته برای قالب گیری از روش های مرسوم استفاده میشد که نیاز های متعددی را پاسخ نمیگفت بدین ترتیب فرآیندهای نوینی مانند assist , co injection Roto Molding Gas و ... پا به عرصه وجود نهادند. آقای جان رودس مدیر شرکت تولید کننده به روش co injection ، توضیح میدهد: ”قالب گیرهایی که به روش مرسوم تزریق میکردند این سوال را از خود داشتند که چرا حدود 25 درصد مواد خود را باید در وسط قطعات هزینه کنند. تا این که در همایشی که اخیراً برگزار گردید (k-show) فیلمی از co injection نمایش داده شد که نظر تمام قالب سازان را به خود جلب نمود.“ در اینجا فرآیند co injection به سوال آنها پاسخ داد و روشی شد تا آنها بتوانند با جایگزینی موادی ارزان تر در هسته قطعه صرفه اقتصادی بزرگی در محصول خود کسب نمایند...
پروژه فرآیند قالب گیری به روش Co Injection Moldingمشتمل بر 50 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 21 اسفند 1399
قالب گيري تزريقي به كمك آب جديد ترين روش براي فرآیند قالب گيري اجسام توخالي است. اين روش به خاطر تو خالي كردن مقاطع ضخيم از نظر اصول شبيه قالب گيري به كمك گاز است، اما فن آوري تزريق آب يك مزيت بزرگ دارد و آن خنك كاري مستقيم داخل قطعه است. توانايي انتقال حرارت آب 40 برابر و ظرفيت گرمايي آن 4 برابر گاز است. به كمك قابليت خنك كاري فن آوري تزريق آب، سيكل خنك كاري به 25 درصد كاهش يافته است. تو خالي كردن مقاطع به كمك آب فقط سريع تر از قالب گيري به كمك گاز نيست، بلكه ديواره هاي نازك تر و سطح داخلي صاف تري را ايجاد مي كند. ديواره نازك باعث ذخيره ماده خام مي شود. برخي توليد كنندگان معتقدند فن آوري تزريق آب فضاهاي توخالي بيشتر و مقاطع تو خالي بلندتري را نسبت به گاز ايجاد مي كند...
پروژه فرآیند قالب گیری تزریقی به کمک آبمشتمل بر 57 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 20 اسفند 1399
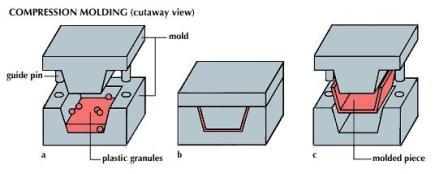
قالب گيري فشاري، يكي از قديمي ترين فرآيندهاي قالب گيريشناخته شده است. در اين قالب ها ماده پلاستيكي در محفظه قالب قرار گرفته و با حرارت و فشار شكل مي گيرد. در اين قالب ها، معمولا از تركيبات گرما سخت (ترموست)، به صورت عمده استفاده مي شود ولي از محصولات گرما نرم (ترمو پلاستيك) در برخي موارد و به ندرت استفاده مي شود. موادي كه به عنوان شارژ اين گونه قالب ها به كار مي رود، داراي اشكالي به صورت پودر، ساچمه اي، لايه اي و پيش فرم مي باشد. قالب هاي فشاري عمدتا داراي يك عيب مي باشند بطوريكه، در اثر فشار زياد موجود در داخل قالب پين هاي ضعيف و ديوارهاي نازك دفرمه مي شوند، بنابراين طراحان اين گونه قالب ها به منظور كم رنگ كردن اين عيب، ازفرايند قالب گيري انتقالي كمك گرفته اند...
پروژه فرآیند قالبگیری فشاریمشتمل بر 38 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 9 اسفند 1399
آموزش نقشه کشی و نقشه خوانی مهندسی در نرم افزار کتیا,مشتمل بر 815 صفحه، در 12 فصل، با فرمت pdf، به زبان فارسی، تایپ شده، به همراه تصاویر رنگی توسط اساتید مجرب دانشگاه صنعتی اصفهان، به ترتیب زیر گردآوری شده است:
فصل 1: آشنايي با انواع نرم افزارهاي ترسيم و مروری بر توانایی های نرم افزار CATIA
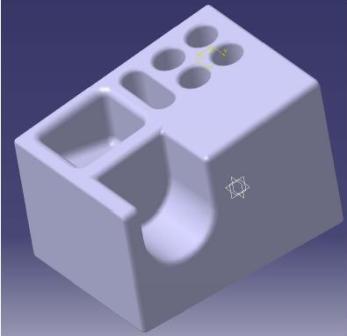
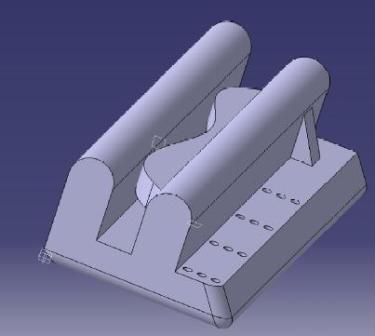
فصل 2: آموزش گام به گام مدل سازی جا چسبی (تصویر 1)
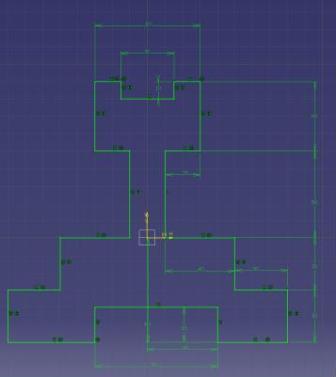
فصل 3: مروری بر دستورات محیط Sketcher نرم افزار کتیا CATIA (تصویر 2)
فصل 4: مروری بر دستورات محیط Part Design نرم افزار کتیا CATIA (تصویر 3)
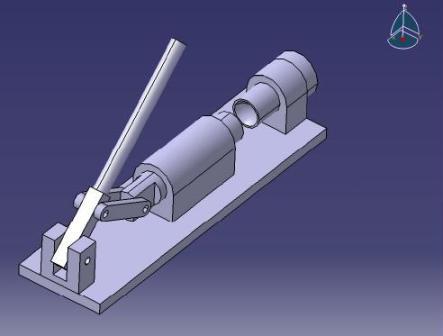
فصل 5: مروری بر دستورات محیط Assembly Design نرم افزار کتیا CATIA (تصویر 4)
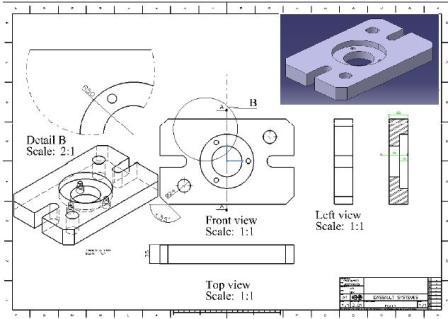
فصل 6: مروری بر دستورات محیط Drafting نرم افزار کتیا CATIA (تصویر 5)
فصل 7: آشنايي با انواع نقشه ها و مدارك فني صنعتي
فصل 8: آشنايي با انواع نقشه هاي اجرايي
فصل 9: آشنايي با انواع اتصالات موقت و دائمي و نشان دادن آن ها در نقشه
فصل 10: آشنايي با انواع قطعات استاندارد و چگونگي تهيه نقشه از آن ها: پين ها، خارها، ياتاقان ها، فنرها، چرخدنده ها، چرخ زنجيرها، زنجيرها، چرخ تسمه ها
فصل 11: آشنايي با اصول و مقررات تهيه نقشه هاي جوشكاري
فصل 12: انجام پروژه (این بخش حاوی 6 نقشه صنعتی جهت تمرین بیشتر می باشد)
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 7 اسفند 1399
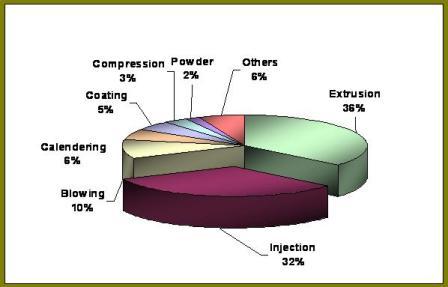
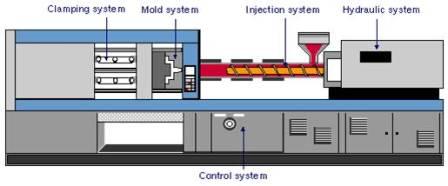
يكي از مهم ترين روش هاي رايج براي شكل دهي پلاستيكها، قالب گيري تزريقي ميباشد. امروزه خانه، خودرو، دفتركار و… حاوي انواع مختلفي از وسايل و قطعاتي است كه به روش قالب گيري تزريقي ساخته شده است. به عبارتي حدود 32% از كل پلاستيكهاي جهان با استفاده از روش تزريقي شكلدهي ميشوند. در شكل دهي پلي الفينها نيز روش قالب گيري تزريقي حدود 20% را به خود اختصاص ميدهد. فرآيند تزريق پلاستيک ها يکی از مهم ترين روش های شکل دهی مواد پليمری است. اين فرآيند قابليت توليد قطعات سه بعدی و پيچيده پلاستيک را در زمانی کوتاه دارا است. در اين فرآيند مواد اوليه پلاستيک از طريق يک دريچه مخروطی وارد سيلندر حرارتی شده و با دوران پيچ به جلو انتقال يافته و همزمان توسط گرم کننده ها و همچنين تنش برشی حاصل از دوران پيچ، نرم يا ذوب می گردد. در مرحله بعد، مواد انباشته شده در جلوی سيلندر با حرکت خطی پيچ به درون قالب تزريق می گردد...
پروژه فرآیند قالب گیری تزریقی (Injection Molding Process)مشتمل بر 4 فصل، 126 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 6 شهريور 1396
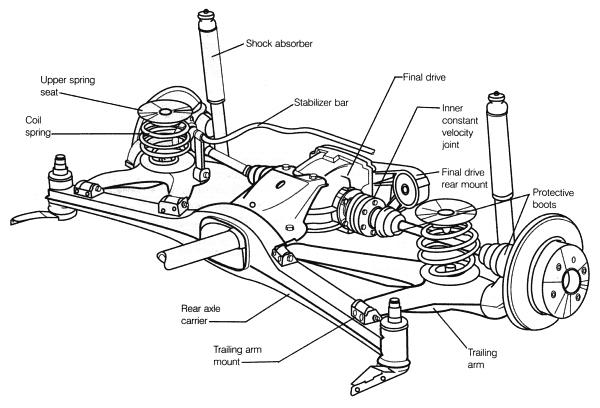
زمانی که بر روی یک سطح صاف قرار می گیرید، وظیفه سیستم تعلیق (فنربندی) خودرو، کار آسانی به نظر می رسد. اما اگر سرعت گیرها کمتر به شما ضربه وارد کنند آن وقت متوجه می شوید که اهمیت سیستم تعلیق چیست. حقیقت این است که سیستم تعلیق خودرو حجم کار زیادی را در خودرو به دوش دارد. هر قطعه این سیستم بیشتر از هر عضو دیگری فشار را تحمل می کند. سیستم تعلیق یا فنربندی خودرو میان بدنه و چرخ های خودرو قرارگرفته است و به منظور برآورده کردن اهداف مهمی در خودرو به کارگرفته می شود. در حالت ایده آل، یک سیستم تعلیق مناسب و سالم، ضربات و دیگر ناهمواری های جاده را جذب می کند. به این ترتیب ضربه اثری بر کابین داخلی خودرو نداشته و سرنشینان با آرامش بیشتری به مسیر ادامه می دهند. این ویژگی سیستم تعلیق، از دیدگاه مسافر اهمیت بسیار بالایی دارد، درحالی که ممکن است راننده به دیگر فواید این سیستم نیز آشنا باشد. همچنین فنربندی خودرو وظیفه دارد که تا حد ممکن چرخ های خودرو را به زمین بچسباند. در سیستم تعلیق ایستا هیچ منبع انرژی بیرونی وجود نداشته و این سیستم تنها توانایی بازیابی و میرایش انرژی را دارد. بنابراین اثرات ناخواسته و ناراحت کننده حرکات غلتش بدنه در هنگام چرخش خودرو، کله زدن بدنه در هنگام شتاب گیری و ترمزدهی، بلند شدن و جابه جایی مانای بدنه نسبت به سیستم تعلیق در هنگام چرخش پایدار خودرو و ... هیچگاه از بین نمی رود. از آنجا که در این سیستم منبع انرژی بیرونی وجود ندارد، بنابراین ساده، ارزان و قابل اعتماد است. در بیشتر این سیستم ها مقادیر سختی فنر و میرایی لرزه گیر ثابت بوده و با برگزیدن ضرایب مناسب و کاهش بلندی گرانیگاه خودرو می توان به کیفیت خوش سواری و فرمان پذیری خوبی دست یافت. فنر نرم بر واکنش شتاب گیری، ترمز گیری و چرخش خودرو تاثیرات منفی دارد.
هدف این پروژه بررسی سیستم تعلیق خودرو برای بدست آوردن بهترین شرایط کنترلی و پایداری سیستم می باشد تا نهایتا خروجی مطلوب حاصل گردد. البته دلیل عمده و هدف اصلی انتخاب این پروژه اهمیت سیستم تعلیق در راحتی و آسایش سرنشینان خودرو در مقابل ناهمواری ها که به صورت اغتشاشات عملکرد سیستم تعلیق را تحت تاثیر قرار می دهد بوده است و خواسته یک مهندس کنترل نیز جدا از این موضوع نیست...
برتر فایل یک سایت مرجع با هدف انتشار تحقیق، مقاله، پایان نامه، پاورپوینت، جزوه، کتاب و همچنین فایل های آموزشی از نرم افزار پیشرفته CATIA در زمینه رشته مهندسی مکانیک است که به منظور دسترسی راحت تر، سریع تر و ارزان تر شما دانشجویان و پژوهشگران به تحقیقات مد نظرتان تاسیس شده است.













 آمار
وبلاگ:
آمار
وبلاگ: