نویسنده : www.BartarFile.ir
تاریخ : پنج شنبه 1 مهر 1400
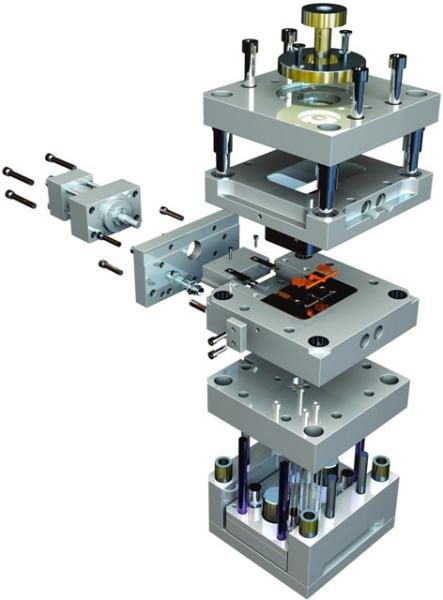
کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design)،جزء یکی از کتاب های برتر در زمینه طراحی قالب های تزریق پلاستیک شناخته شده است که حاوی مطالب بسیار ارزشمند در این زمینه می باشد. از مباحث بارز این کتاب می توان به موارد زیر اشاره نمود:
ارائه مباحث طراحی قالب به شکل دسته بندی شده و منسجم
ارائه مطالب به زبانی ساده و قابل فهم با بیان جزئیات
ساده سازی در طرح های نمونه به نحوی که فرآیند ساخت و مونتاژ قالب یا امکانات رایج کارگاهی و با کمترین هزینه قابل اجرا باشد.
ارائه صدها طرح نمونه کاربردی
نمایش کامل جزئیات نقشه ها به نحوی که ابهامی در زمان استفاده برای خواننده ایجاد نشود
کاربرد قطعات استاندارد قالب در طرح های نمونه و معرفی شرکت های معتبر سازنده قطعات
تنظیم مباحث کتاب به نحوی که کتاب حالت خودآموز داشته باشد
کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design)، نوشتهRonald George William Pye, Plastics and Rubber Institute و ترجمه مهندس اصغر رئوفی می باشد. این کتاب مشتمل بر 820 صفحه، در 3 قسمت، 16 فصل، به زبان فارسی، همراه با تصاویر به ترتیب زیر گردآوری شده است:
قسمت اول: مبانی طراحی قالب
فصل اول: قالب سازی
کلیات
ماشین های افزار
ریخته گری
رسوب گیری الکتروشیمیایی
هوبتینگ سرد
ریخته گری فشاری
ماشین کاری با اسپارک
مونتاژ و عملیات دستی
فصل دوم: ساختمان عمومی قالب
واژه های فنی پایه
حفره ها و ماهیچه های قالب
نگهدارنده ها
قطعات فرعی قالب
بستن قالب روی صفحات ماشین تزریق
فصل سوم: سیستم های پران
کلیات
شبکه پران
مجموعه صفحات پران
انواع روش های پران
عمل پران از نیمه ثابت قالب
راهگاه کش
فصل چهارم: سیستم تغذیه
کلیات
راهگاه
ورودی ها
فصل پنجم: سطح جدایش
کلیات
سطح جدایش تخت
سطح جدایش غیر تخت
آزادسازی سطوح جدایش
تخلیه هوا
فصل ششم: خنک کاری قالب
کلیات
خنک کاری صفحات قالب نوع اینتگری
خنک کاری مجموعه های اینسرت نگهدارنده
خنک کاری دیگر قطعات قالب
آب بندها و اتصالات آب
فصل هفتم: سیستم های استاندارد قالب
کلیات
سیستم های استاندارد قالب های دو قسمتی
متغیر های سیستم قالب دو قسمتی
خلاصه
اختلافات با سیستم قالب استاندارد
قسمت دوم: انواع طراح های قالب
فصل هشتم: اسپلیت ها
کلیات
اسپلیت های کشویی
اسپلیت با حرکت زاویه دار
خلاصه
قطعات استاندارد برای قالب های نوع اسپلیتی
فصل نهم: ماهیچه های جانبی و حفره های جانبی
کلیات
شکل های کلی طرح
انواع ماهیچه های جانبی و حفره های جانبی
قطعات استاندارد قالب
فصل دهم: قالب گیری قطعات با تورفتگی داخلی
کلیات
پین فرم دار
ماهیچه های اسپلیتی
ماهیچه های جانبی
پراندن تورفتگی داخلی
قطعات استاندارد قالب
فصل یازدهم: طراحی قالب برای قطعات رزوه دار
کلیات
قالب برای قطعات با رزوه داخلی
قالب ها برای قطعات با رزوه خارجی
ساختمان قالب
قطعات استاندارد برای قالب های تولید قطعات رزوه دار
فصل دوازدهم: قالب های با چند فضای جدایش
کلیات
قالب های با طرح تغذیه از زیر
قالب های با سه فضای جدایش
قطعات استاندارد شده قالب های تزریق از زیر
فصل سیزدهم: قالب های بدون راهگاه
کلیات
انواع نازل ها
قالب ها با واحد راهگاه گرم
قالب با راهگاه عایق بندی شده
قالب ها با صفحه راهگاه گرم
قطعات استاندارد برای قالب های راهگاه گرم
قسمت سوم: طراحی کاربردی قالب
فصل چهاردهم: مراحل طراحی قالب تزریق
کلیات
مرحله A: تعیین موقعیت اولیه اینسرت ها
مرحله C: شبکه پران
مرحله D: تکمیل نیمه بالایی نقشه
مرحله E: تکمیل نمای پلان
مرحله F: تکمیل نمای برش مقطع
مرحله G: تکمیل نقشه
فصل پانزدهم: بازبینی نقشه های قالب
کلیات
قالب با طرح پین پران
قالب با بوش پران
قالب با صفحه بیرون انداز
قالب با طرح اسپلیتی
قالب با طرح ماهیچه جانبی
قالب با طرح تزریق از زیر
قالب با طرح راهگاه گرم
قالب با طرح سطح جدایش پله دار
فصل شانزدهم: مثال های ساده کاربردی از قالب تزریق
کلیات
روش نقشه کشی در طراحی قالب
صفحات برش پله دار
مطالعه مقدماتی
مثال 1 (قالب با پین پران l )
مثال 2 (بوش پران)
مثال3 (پران پایین پران ll)
مثال4 (پران با پین پران lll)
مثال 5 (پران با پین D شکل)
مثال 6 (پران با هوای فشرده)
مثال 7 (پران با صفحه بیرون انداز l)
مثال 8 (پران با صفحه بیرون انداز ll)
مثال 9 (پران یا تسمه بیرون انداز)
مثال 10 (پران والوی و ورودی پینی)
مثال 11 (قالب نوع اسپلیتی l)
مثال 12 (قالب نوع اسپلیتی ll)
مثال 13 ( قالب با طرح ماهیچه جانبی l)
مثال 14 (قالب طرح ماهیچه جانبی ll)
مثال 15 (طرح ماهیچه اسپلیتی)
مثال 16 (قالب نوع رزوه بازکن)
مثال 17 (قالب نوع تزریق از زیر l)
مثال 18 (قالب نوع تزریق از زیر ll)
مثال 19 (قالب نوع راهگاه گرم)
مثال 20 (پران دو مرحله ای)
جهت دانلود کتاب طراحی قالب تزریق پلاستیک بر لینک زیر کلیک نمایید.
نویسنده : www.BartarFile.ir
تاریخ : جمعه 25 خرداد 1400
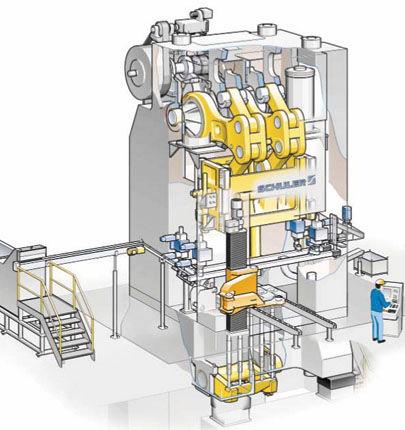
پرس فرآیندی است که توسط آن سطح مقطع یک قطعه ی فلزی در اثر عبور از دهانه ی قالب تحت فشار زیاد کم می شود. در پرس های مکانیکی برای حرکت و ضربه زدن از روش چرخ طیار استفاده می شود که به صورت های میل لنگی، اهرمی، خارج از مرکز و… ساخته می شود که متداول ترین و مهم ترین آن ها میل لنگی و خارج از مرکز می باشد. مقدار لنگی یعنی میزان خارج از محور دوران که عامل موثر جهت انتقال حرکت دورانی به حرکت خطی یا نوسانی می باشد. در بیشتر پرس های مکانیکی که امروزه ساخته می شوند، محرک از نوع خارج از مرکز است. از نظر هندسی محرک خارج از مرکز دو دایره را تشکیل می دهد که در یک نقطه با یکدیگر مماس می باشند. سیستم خارج از مرکز سطح تکیه بیشتری نسبت به نوع میل لنگی دارد. در پرس هایی که مسیر حرکت طولانی است از پرس های میل لنگی استفاده می کنند. پرس های هیدرولیکی از یک سیلندر و پیستون بزرگ تشکیل شده البته پیستون و ضربه زن به صورت یکپارچه ساخته می شوند. روغن با فشار زیاد، داخل سیلندر هدایت می شود و ضربه زن حرکت کرده و عمل پرس انجام می شود. پرس های هیدرولیک را به لحاظ سیلندری که در بالای پرس قرار دارد یا از شکل ستونی آن ها می توان شناخت. در پرس های هیدرولیکی معمولا فشار bar (300-200) است...
* توجه:لازم به ذکر است که علاوه بر فایل پروژه بالا، 5 جزوه با عناوین زیر در رابطه با پرس ها (242 صفحه، به زبان فارسی) نیز جهت دانلود قرار داده شده است:
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 27 ارديبهشت 1400
کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design)،جزء یکی از کتاب های برتر در زمینه طراحی قالب های تزریق پلاستیک شناخته شده است که حاوی مطالب بسیار ارزشمند در این زمینه می باشد. از مباحث بارز این کتاب می توان به موارد زیر اشاره نمود:
ارائه مباحث طراحی قالب به شکل دسته بندی شده و منسجم
ارائه مطالب به زبانی ساده و قابل فهم با بیان جزئیات
ساده سازی در طرح های نمونه به نحوی که فرآیند ساخت و مونتاژ قالب یا امکانات رایج کارگاهی و با کمترین هزینه قابل اجرا باشد.
ارائه صدها طرح نمونه کاربردی
نمایش کامل جزئیات نقشه ها به نحوی که ابهامی در زمان استفاده برای خواننده ایجاد نشود
کاربرد قطعات استاندارد قالب در طرح های نمونه و معرفی شرکت های معتبر سازنده قطعات
تنظیم مباحث کتاب به نحوی که کتاب حالت خودآموز داشته باشد
کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design)، نوشتهRonald George William Pye, Plastics and Rubber Institute و ترجمه مهندس اصغر رئوفی می باشد. این کتاب مشتمل بر 820 صفحه، در 3 قسمت، 16 فصل، به زبان فارسی، همراه با تصاویر به ترتیب زیر گردآوری شده است:
قسمت اول: مبانی طراحی قالب
فصل اول: قالب سازی
کلیات
ماشین های افزار
ریخته گری
رسوب گیری الکتروشیمیایی
هوبتینگ سرد
ریخته گری فشاری
ماشین کاری با اسپارک
مونتاژ و عملیات دستی
فصل دوم: ساختمان عمومی قالب
واژه های فنی پایه
حفره ها و ماهیچه های قالب
نگهدارنده ها
قطعات فرعی قالب
بستن قالب روی صفحات ماشین تزریق
فصل سوم: سیستم های پران
کلیات
شبکه پران
مجموعه صفحات پران
انواع روش های پران
عمل پران از نیمه ثابت قالب
راهگاه کش
فصل چهارم: سیستم تغذیه
کلیات
راهگاه
ورودی ها
فصل پنجم: سطح جدایش
کلیات
سطح جدایش تخت
سطح جدایش غیر تخت
آزادسازی سطوح جدایش
تخلیه هوا
فصل ششم: خنک کاری قالب
کلیات
خنک کاری صفحات قالب نوع اینتگری
خنک کاری مجموعه های اینسرت نگهدارنده
خنک کاری دیگر قطعات قالب
آب بندها و اتصالات آب
فصل هفتم: سیستم های استاندارد قالب
کلیات
سیستم های استاندارد قالب های دو قسمتی
متغیر های سیستم قالب دو قسمتی
خلاصه
اختلافات با سیستم قالب استاندارد
قسمت دوم: انواع طراح های قالب
فصل هشتم: اسپلیت ها
کلیات
اسپلیت های کشویی
اسپلیت با حرکت زاویه دار
خلاصه
قطعات استاندارد برای قالب های نوع اسپلیتی
فصل نهم: ماهیچه های جانبی و حفره های جانبی
کلیات
شکل های کلی طرح
انواع ماهیچه های جانبی و حفره های جانبی
قطعات استاندارد قالب
فصل دهم: قالب گیری قطعات با تورفتگی داخلی
کلیات
پین فرم دار
ماهیچه های اسپلیتی
ماهیچه های جانبی
پراندن تورفتگی داخلی
قطعات استاندارد قالب
فصل یازدهم: طراحی قالب برای قطعات رزوه دار
کلیات
قالب برای قطعات با رزوه داخلی
قالب ها برای قطعات با رزوه خارجی
ساختمان قالب
قطعات استاندارد برای قالب های تولید قطعات رزوه دار
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 16 ارديبهشت 1400
از قرن ها پیش انسان برای تهیه وسایل و ظروف مورد استفاده خود از انواع ورق ها استفاده نموده است. با پیشرفت علم و تکنولوژی دامنه استفاده از ورق ها نیز وسعت یافته به طوری که در بیشتر صنایع کاربرد فراوان یافته است. ورق های فلزی به عنوان نیم ساخته در زمینه های مختلف صنعت به طور گسترده استفاده می شود. روش های ساخت ورق های فلزی ضروی به نظر می رسد.
رولکاری یا منحنی کردن ورق های فلزی عبارت است از تغییر شکل دادن ورق های فلزی به استوانه یا مخروط و یا قسمتی از آن ها با استفاده از وسایل دستی یا ماشینی. رولکاری یا منحنی کردن ورق های فلزی بر اساس تغییر شکل پلاستیکی با اعمال نیروی فشار به سطح ورق و ایجاد نیروی عکس العمل صورت می گیرد. ورق های فلزی را می توان به روش های گوناگون رولکاری و منحنی کرد. ساده ترین روش برای منحنی کردن ضخامت های کم و قطرهای کوچک استفاده از وسایل و ابزارهای دستی ساده است. همچنین می توان با به کارگیری ماشین های نورد، ورق های فلزی را با ضخامت های مختلف به تناسب ظرفیت و قطر غلتک های آن ها رولکاری و منحنی نمود. در این کتاب که در دو جلد تهیه شده است به طرز تهیه انواع ورق ها و نیم ساخته ها پرداخته شده است.
کتاب مرجع تغییر شکل نیم ساخته ها،کتابی جامع، مفید و بسیار کاربردی از آموزش مباحث ورقکاری، نیم ساخته ها و صنایع فلزی است. این کتاب مشتمل بر 2 جلد، در 536 صفحه، به زبان فارسی با فرمت pdf، به ترتیب زیر گردآوری شده است:
فهرست جلد اول کتاب مرجع تغییر شکل نیم ساخته ها:
فصل اول:
تولید و کاربرد ورق های فلزی در صنعت
برخی از کاربردهای نیم ساخته های فلزی در صنایع
تقسیم بندی انواع ورق های فلزی
تقسیم بندی ورق های فولادی
روش تهیه ورق های فلزی
ورق های ضخیم
ورق های متوسط
ورق های نازک
تولید ورق ها با پوشش فلزی
تهیه ورق های قلع اندود
تهیه ورق های رنگی
فصل دوم:
برشکاری در صنعت ورقکاری
تعریف برشکاری
روش های مختلف برشکاری
برشکاری حرارتی
برشکاری مکانیکی
قلم کاری
انواع قلم
قیچی کاری
اصول قیچی کاری
انواع قیچی های دستی
قیچی های اهرمی
قیچی های اهرمی ساده
قیچی های اهرمی اونیورسال
قیچی های اهرمی میز کارگاه
محاسبه نیروی برش در قیچی های دستی و اهرمی
قچی های نیبلر
قیچی های نیبلر دستی
قیچی های نیبلر رومیزی
قیچی های نیبلر ستونی
قیچی های برقی اونیورسال
قیچی های گیوتین
اجزای مهم قیچی های گیوتین
قیچی گیوتین مکانیکی
قیچی های گیوتین هیدرولیکی
قیچی های گردبُر
فصل سوم:
صافکاری در صنعت ورقکاری
تعریف صافکاری
اصول صافکاری
صافکاری به وسیله ابزار دستی
صافکاری به وسیله حرارت
صافکاری به وسیله ماشین های صافکاری
پتک های بادی
صافکاری به وسیله ماشین های نورد
صافکاری به وسیله ماشین های کششی
فصل چهارم:
خمکاری در صنعت ورقکاری
تعریف خمکاری
قابلیت خمکاری
تئوری خمکاری
انواع خمکاری
انواع ماشین های خمکاری
خمکن های دستی
ماشین های خمکن ساده
ماشین های پرس خم کن (برک پرس)
محاسبه عوامل خمکاری
محاسبه طول گسترش قطعات خمکاری شده
فصل پنجم:
اتصال ها در صنعت ورقکاری
فرنگی پیج
انواع فرنگی پیچ
اجزای فرنگی پیچ
محاسبات فرنگی پیچ
چرخ ورقکاری
پرچکاری
روش های پرچکاری
اصول پرچکاری
مشخصات میخ پرچ
انواع میخ پرچ
میخ پرچ های ضربه ای
میخ پرچ های میخی
میخ پرچ های مخصوص
محاسبات پرچکاری
معایب پرچکاری
فصل ششم:
روش های بریدن ورق های فلزی
قیچی کاری
اصول بریدن با قیچی دستی
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
کارهای عملی قلم کاری
نکات اجرایی قلم کاری
دلایل و عیب های ایجاد شده هنگام عملیات قلم کاری و چگونگی رفع آن ها
نکات ایمنی در عملیات کارگاهی
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
نقشه کار شماره 4
فصل هفتم:
تمرین های خمکاری
روش های خمکاری ورق های فلزی
خمکاری با ابزار دستی
خمکاری با ماشین های خم کن
استفاده از خمکن های لقمه ای
نکات عملی پرچکاری
انتخاب و آماده سازی ابزار پرچکاری
عملیات پرچکاری
نکته های ایمنی در پرچکاری
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
نقشه کار شماره 4
نقشه کار شماره 5
نقشه کار شماره 6
فهرست جلد دوم کتاب مرجع تغییر شکل نیم ساخته ها:
فصل اول: رولکاری در صنعت ورقکاری
اصول رولکاری
روش محاسبه طول گسترش استوانه و مخروط با استفاده از فاز خنثی
روش های روش کردن ورق فلزی
اصول رولکاری ورق های فلزی با دست
اصول رولکاری ورق های فلزی به وسیله ماشین های غلتک
اصول رولکاری با ماشین های سه غلتکی
مشخصات ماشین های رولکاری
منحنی کردن لبه های ورق
ماشین های نورد هیدرولیکی
ماشین های نورد سه غلتکی هیدرولیکی
ماشین های نور چهار غلتکی هیدرولیکی
منحنی کردن ورق های فلزی به فرم مخروط ناقص به وسیله ماشین های غلتک
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 10 ارديبهشت 1400
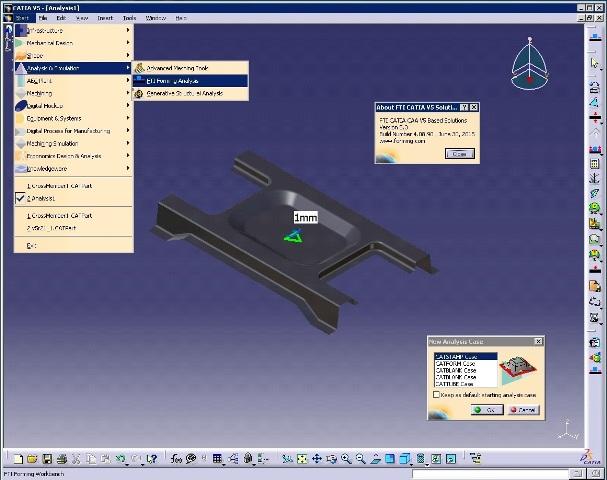
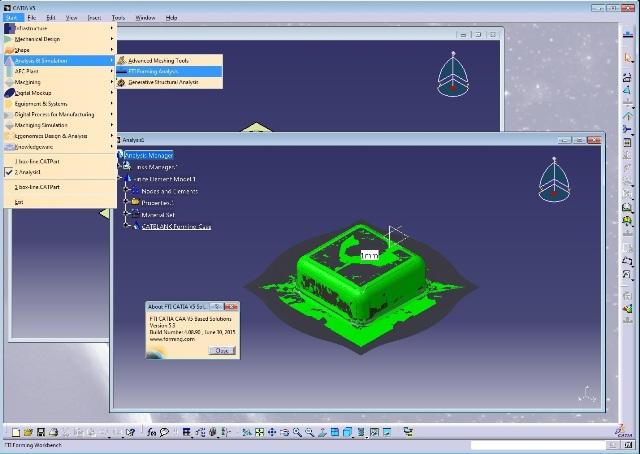
نرم افزار الحاقی FTI for CATIAقوی ترین ابزار تجزیه و تحلیل پرس، شبیه سازی، برآورد و بهینه سازی هزینه تولید پلیت های با ورق فلزی می باشد که می توان از آن برای تولید، تحلیل فرم و برش انواع ورق هایی که در سوراخ کاری و حدیده کاری استفاده می شود بهره جست. این نرم افزار تمامی خواسته های مشتریان را در بهبود عملکرد و سرعت در شبیه سازی ها را برآورده ساخته است. یادگیری و نحوه کار و همچنین شبیه سازی با این نرم افزار الحاقی بسیار آسان می باشد و در حقیقت انتشار این نرم افزار نشان دهنده ی یک گام بزرگ در قابلیت های تجزیه و تحلیل FTI در نرم افزار کتیا CATIA می باشد.
To predict potential problems of manufacturing: education tears or folds utjazhki material
To determine the final shape of the part with the springing of metal
To analyze and calculate the geometry of the die stamping force
Optimize the cutting of blanks from the tape
Calculate the cost of each product
توجه:لازم به ذکر است که این افزونه بر روی ویندوز 64 بیتی و بر روی نرم افزار کتیا CATIA V5 و ریلیزهای R20 - R21 - R22 - R23 - R24 قابل اجرا و استفاده می باشد:
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 23 اسفند 1399
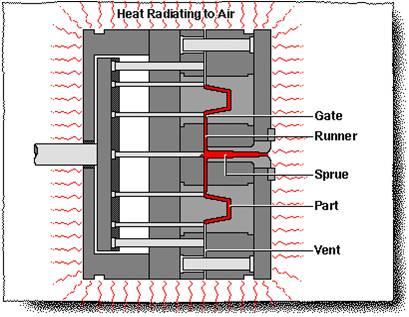
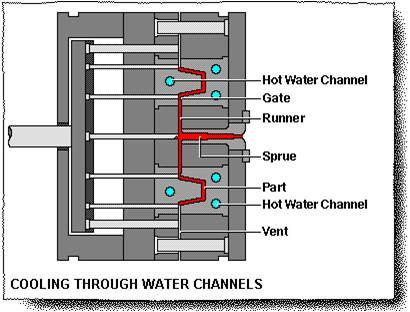
هدف از خنک کاری در قالب های تزریق پلاستیک این است که پلاستیک داغ وارد محفظه قالب شده و با یک سرعت تحت کنترل سرد و منجمد شود. این امر کمک می کند که مواد تزریق شده به داخل محفظه قالب به شکل محفظه درآمده و به همان شکل مورد نظر ما درآید. اگر در قالب از سیستم خنک کاری استفاده نشود مذاب پلاستیک وارد یک قالب داغ می شود و زمان انجماد بیشتری نیاز هست تا قطعه تزریقی منجمد شده و بتوان آن را از قالب پران نمود و نیز به این نکته هم باید توجه نمود که اگر مذاب پلاستیک وارد یک قالب خیلی سرد شود مذاب قبل از پر شدن کامل محفظه قالب منجمد می شود و باعث می شود که سیکل تزریق به طور کامل انجام نگرفته و قطعه مورد نظر ناقص قالب گیری شود. بنابراین برای بدست آوردن یک سیکل تزریق مناسب در قالب تزریق، بین دو وضعیت ذکر شده باید یک حالت بهینه ایجاد کرد تا به یک انجماد تحت کنترل و جهت دار برسیم...
پروژه سیستم های خنک کاری در قالب های تزریق پلاستیکمشتمل بر 3 فصل، 61 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
فصل اول: هدف از خنک کاری در قالب های تزریق پلاستیک
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 22 اسفند 1399
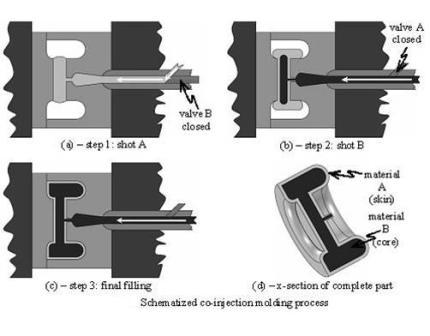
در گذشته برای قالب گیری از روش های مرسوم استفاده میشد که نیاز های متعددی را پاسخ نمیگفت بدین ترتیب فرآیندهای نوینی مانند assist , co injection Roto Molding Gas و ... پا به عرصه وجود نهادند. آقای جان رودس مدیر شرکت تولید کننده به روش co injection ، توضیح میدهد: ”قالب گیرهایی که به روش مرسوم تزریق میکردند این سوال را از خود داشتند که چرا حدود 25 درصد مواد خود را باید در وسط قطعات هزینه کنند. تا این که در همایشی که اخیراً برگزار گردید (k-show) فیلمی از co injection نمایش داده شد که نظر تمام قالب سازان را به خود جلب نمود.“ در اینجا فرآیند co injection به سوال آنها پاسخ داد و روشی شد تا آنها بتوانند با جایگزینی موادی ارزان تر در هسته قطعه صرفه اقتصادی بزرگی در محصول خود کسب نمایند...
پروژه فرآیند قالب گیری به روش Co Injection Moldingمشتمل بر 50 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 21 اسفند 1399
قالب گيري تزريقي به كمك آب جديد ترين روش براي فرآیند قالب گيري اجسام توخالي است. اين روش به خاطر تو خالي كردن مقاطع ضخيم از نظر اصول شبيه قالب گيري به كمك گاز است، اما فن آوري تزريق آب يك مزيت بزرگ دارد و آن خنك كاري مستقيم داخل قطعه است. توانايي انتقال حرارت آب 40 برابر و ظرفيت گرمايي آن 4 برابر گاز است. به كمك قابليت خنك كاري فن آوري تزريق آب، سيكل خنك كاري به 25 درصد كاهش يافته است. تو خالي كردن مقاطع به كمك آب فقط سريع تر از قالب گيري به كمك گاز نيست، بلكه ديواره هاي نازك تر و سطح داخلي صاف تري را ايجاد مي كند. ديواره نازك باعث ذخيره ماده خام مي شود. برخي توليد كنندگان معتقدند فن آوري تزريق آب فضاهاي توخالي بيشتر و مقاطع تو خالي بلندتري را نسبت به گاز ايجاد مي كند...
پروژه فرآیند قالب گیری تزریقی به کمک آبمشتمل بر 57 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 20 اسفند 1399
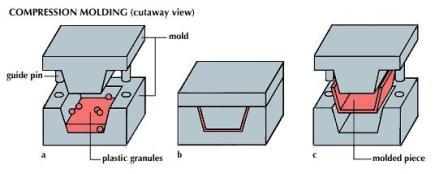
قالب گيري فشاري، يكي از قديمي ترين فرآيندهاي قالب گيريشناخته شده است. در اين قالب ها ماده پلاستيكي در محفظه قالب قرار گرفته و با حرارت و فشار شكل مي گيرد. در اين قالب ها، معمولا از تركيبات گرما سخت (ترموست)، به صورت عمده استفاده مي شود ولي از محصولات گرما نرم (ترمو پلاستيك) در برخي موارد و به ندرت استفاده مي شود. موادي كه به عنوان شارژ اين گونه قالب ها به كار مي رود، داراي اشكالي به صورت پودر، ساچمه اي، لايه اي و پيش فرم مي باشد. قالب هاي فشاري عمدتا داراي يك عيب مي باشند بطوريكه، در اثر فشار زياد موجود در داخل قالب پين هاي ضعيف و ديوارهاي نازك دفرمه مي شوند، بنابراين طراحان اين گونه قالب ها به منظور كم رنگ كردن اين عيب، ازفرايند قالب گيري انتقالي كمك گرفته اند...
پروژه فرآیند قالبگیری فشاریمشتمل بر 38 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
برتر فایل یک سایت مرجع با هدف انتشار تحقیق، مقاله، پایان نامه، پاورپوینت، جزوه، کتاب و همچنین فایل های آموزشی از نرم افزار پیشرفته CATIA در زمینه رشته مهندسی مکانیک است که به منظور دسترسی راحت تر، سریع تر و ارزان تر شما دانشجویان و پژوهشگران به تحقیقات مد نظرتان تاسیس شده است.
















 آمار
وبلاگ:
آمار
وبلاگ: